0 clamp arm machining specifications – Enerpac ST-202 User Manual
Page 8
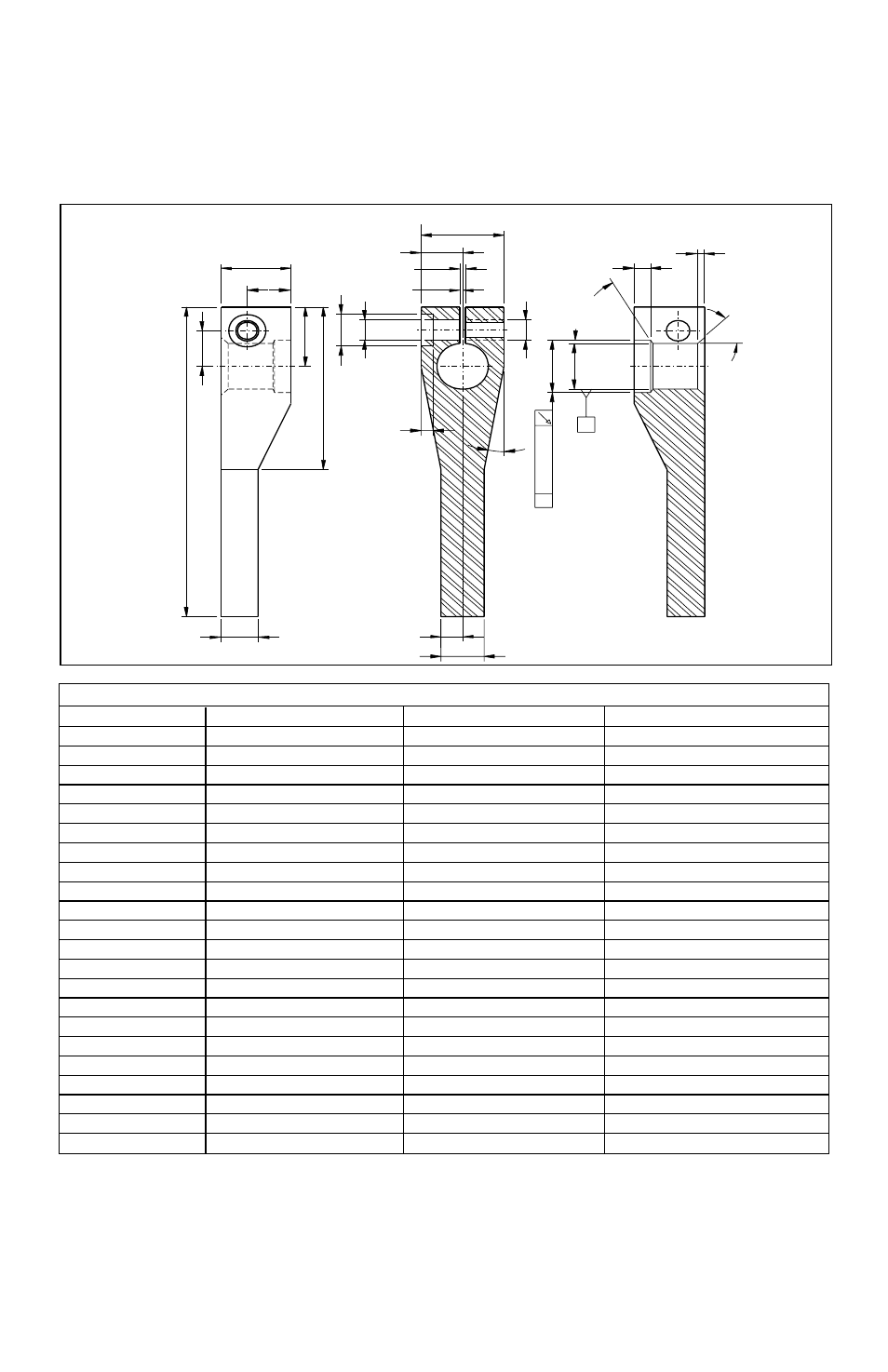
10.0 CLAMP ARM MACHINING
SPECIFICATIONS
Note:
See Pressure and Flow Rate on page 7 to
correctly measure the arm length. To determine the
maximum clamping force for the arm, refer to
Clamping Force -v- Arm Length Graphs on page 3.
8
Dimensions are in mm (in.).
9,0 kN (2024 lb)
18,8 kN (3900 lb)
35,0 kN (7600 lb)
"A"
25 (0.99)
30 (1.18)
40(1.58)
"B" Max.
200 (7.88)
215 (8.47)
224 (8.83)
"C"
40 (1.58)
60 (2.36)
70 (2.76)
"D"
16 (0.63)
21 (0.83)
34 (1.34)
"E"
22 (0.87)
25 (0.99)
30 (1.18)
"F"(3 places)
86 (3.38)
107 (4.22)
114 (4.49)
"G"
30 (1.18)
35 (1.38)
40 (1.58)
"H"
12,5 (0.49)
15 (0.59)
20 (0.79)
"J"
20 (0.79)
30 (1.18)
35 (1.38)
"K" (Dia.)
Ш 14 (0.55)
Ш 17 (0.67)
Ш 17 (0.67)
"L"
9 (0.35)
11 (0.43)
11 (0.43)
"M" (Dia.)
Ш 9 (0.35)
Ш 11 (0.43)
Ш 11 (0.43)
"N" (Thru)
M10 x 1.25
M12 x 1.25
M16 x 1.50
"P"
9 (0.35)
12,8 (0.50)
15 (0.59)
"Q"
18 (0.71)
25,5 (1.00)
30 (1.18 )
"R" 11°-12°
9°-10°
16°-17°
"S" (Dia.)
Ш 27,85-27,95
Ш 35,50-35,60
Ш 41,50-41,60
(1.097-1.101)
(1.399-1.402)
(1.635-1.638)
"T" (Dia.)
Ø 25 H8
Ø 32 H8
Ø 38 H8
(0.9848-0.9858)
(1.2604-1.2614)
(1.4965-1.4975)
"U"
3,9-4,2 (0.15-0.17)
5,1-5,5 (0.20-0.22)
4,9-5,3 (0.19-0.21)
"V"
2,8-3,3 (0.11-0.13)
2,8-3,3 (0.11-0.13)
2,8-3,3 (0.11-0.13)
55˚-60˚
"U"
"T"
"S"
0,08 [.003]
A
A
63P [1,6]
1,1-1,5 [.04-.06]
2,1-3,0 [.08-.12]
"J"
"L"
"P"
"M"
"K"
"N"
"D"
"H"
"A"
"G"
"E"
"B"
"Q"
40˚-50˚
"V"
"C"
“F”
3-places
“R”
2
-places