HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot User Manual
Page 92
92
D
e
fining Machining O
p
erations
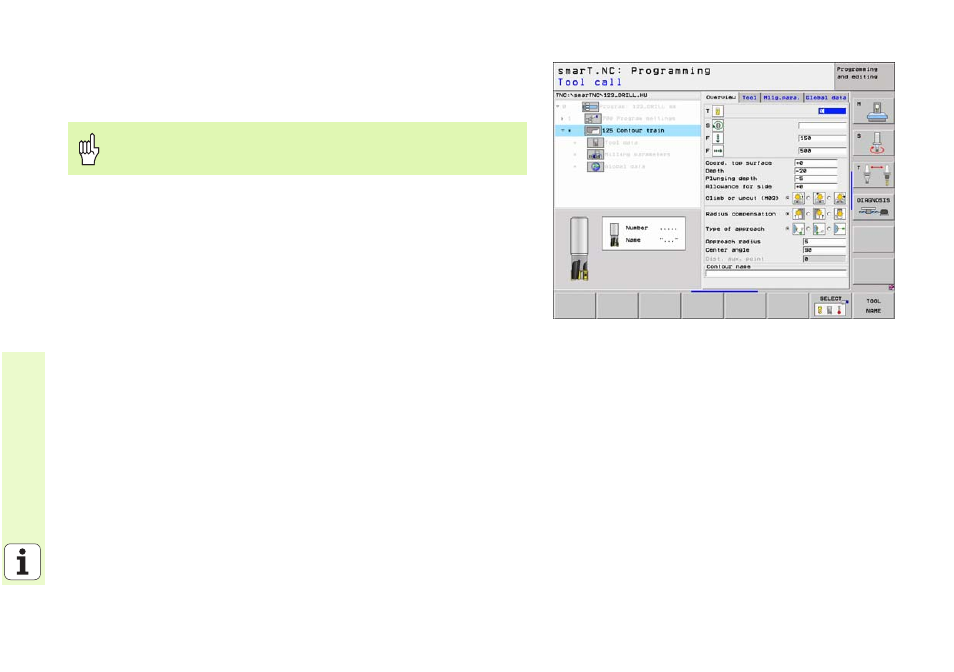
Unit 125 Contour Train
With Contour Train you can machine open and closed contours that you
defined in an .HC program or generated with the DXF converter.
Parameters on the overview form:
8
T:
Tool number or name (switchable via soft key)
8
S:
Spindle speed [rpm] or cutting speed [m/min or ipm]
8
F:
Feed rate for plunging [mm/min], FU [mm/rev] or FZ [mm/tooth]
8
F:
Feed rate for plunging [mm/min] or FU [mm/rev] or FZ [mm/tooth]
8
Top surface coordinate:
Workpiece top-surface coordinate given
with respect to the entered depths.
8
Depth:
Milling depth.
8
Plunging depth:
Infeed per cut.
8
Allowance for side:
Finishing allowance.
8
Type of milling:
Climb milling, up-cut milling or reciprocating
machining.
8
Radius compensation:
Machine the contour with compensation to the
left, to the right, or without compensation.
8
Type of approach:
Approach the contour tangentially on a circular path,
or tangentially on a straight line, or vertically.
8
Approach radius
(Only in effect if tangential approach on a circular path
was selected): Radius of the circular arc.
Choose start and end points of the contour that leave enough
space for tool approach and departure!