HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot User Manual
Page 83
83
D
e
fining Machining O
p
erations
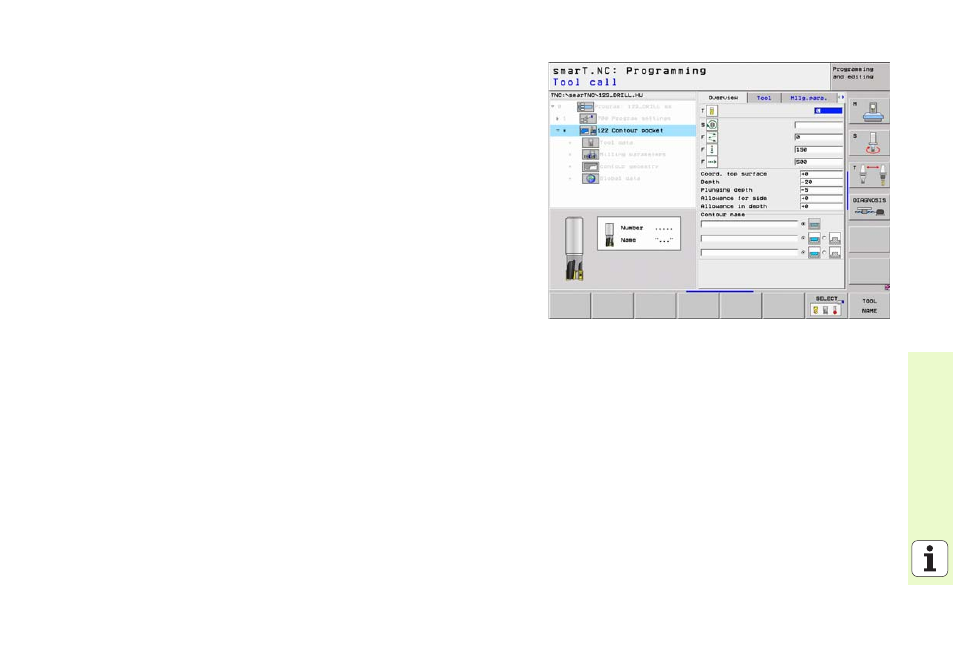
Unit 122 Contour Pocket
With the Contour Pocket working unit you can rough out pockets, which
may contain islands, of any shape.
If necessary, you can assign every subcontour its own depth (FCL 2
function) in the contour detail form. In this case you must always begin
with the deepest pocket.
Parameters on the overview form:
8
T:
Tool number or name (switchable via soft key)
8
S:
Spindle speed [rpm] or cutting speed [m/min or ipm]
8
F:
Feed rate for reciprocating plunge [mm/min], FU [mm/rev] or FZ
[mm/tooth] Enter 0 for perpendicular infeed
8
F:
Feed rate for plunging [mm/min], FU [mm/rev] or FZ [mm/tooth]
8
F:
Feed rate for plunging [mm/min] or FU [mm/rev] or FZ [mm/tooth]
8
Top surface coordinate:
Workpiece top-surface coordinate given
with respect to the entered depths.
8
Depth:
Milling depth.
8
Plunging depth:
Infeed per cut.
8
Allowance for side:
Finishing allowance for the side.
8
Allowance in depth:
Finishing allowance for the depth.
8
Contour name:
List of the subcontours (.HC files) to be linked. If the
DXF converter option is available, you can use it to make a contour
directly from the form.