HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot User Manual
Page 100
100
D
e
fining Machining O
p
erations
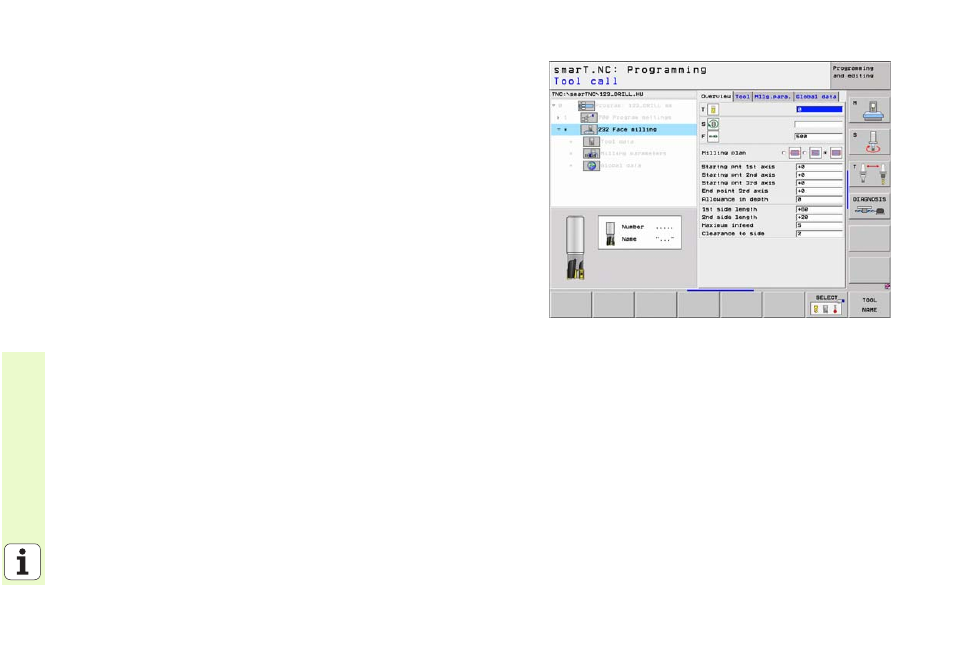
Unit 232 Face Milling
Parameters on the overview form:
8
T:
Tool number or name (switchable via soft key)
8
S:
Spindle speed [rpm] or cutting speed [m/min or ipm]
8
F:
Feed rate for plunging [mm/min] or FU [mm/rev] or FZ [mm/tooth]
8
Milling plan:
Selection of the milling plan.
8
Starting point in 1st axis:
Starting point in the reference axis.
8
Starting point in 2nd axis:
Starting point in the auxiliary axis.
8
Starting point in 3rd axis:
Starting point in the tool axis.
8
End point in 3rd axis:
End point in the tool axis.
8
Allowance in depth:
Finishing allowance for the depth.
8
1st side length:
Length of the surface to be milled in the reference
axis, referenced to the starting point.
8
2nd side length:
Length of the surface to be milled in the auxiliary
axis, referenced to the starting point.
8
Maximum infeed:
Maximum infeed per cut.
8
Clearance to side:
Lateral distance by which the tool moves beyond
the surface.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)