HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 91
91
Chuck selection G65
G65 shows the chuck in the simulation. G65 must be programmed
separately for every chuck. G65 H.. without X, Z deletes the chuck.
Chucks are described in the database and are defined in CLAMPING
DEVICE (H=1..3).
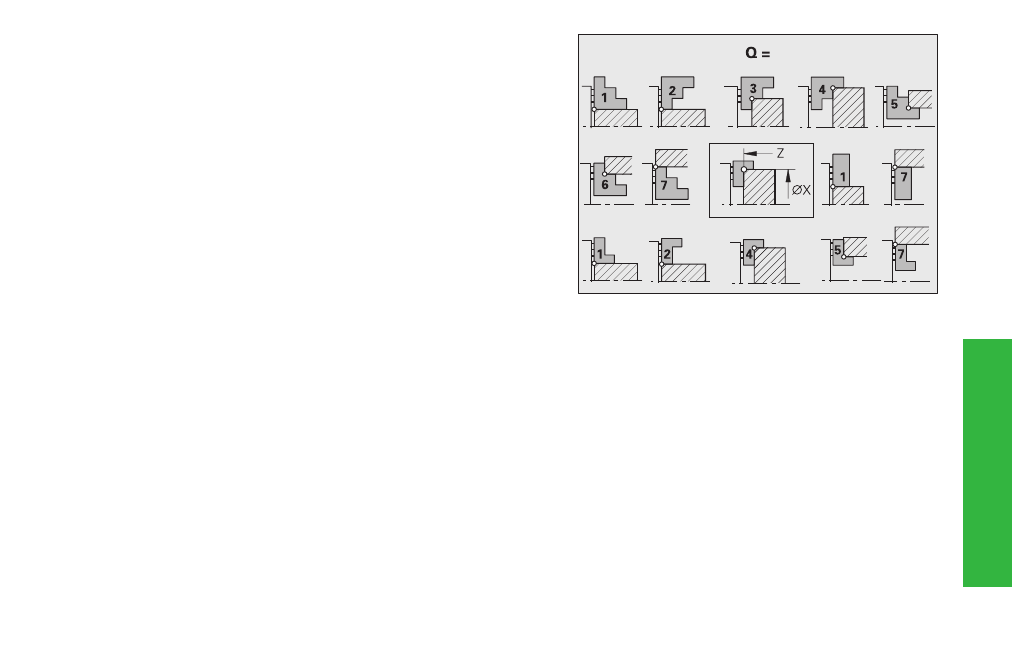
”Q” determines the degree and the type of clamping (external or
internal).
Parameters
H:
Chuck number (H=1..3: Reference to CLAMPING DEVICE)
X, Z: Starting point – Position of the chuck reference point (X
diameter) – Reference: workpiece datum
D:
Spindle number (reference: ”CLAMPING DEVICE” section)
Q:
Grip form for chuck jaws (H=2) – no input: Q from the
”CLAMPING DEVICE” section.
Other G F
unctions
Spindle with workpiece G98
With G98 you can define which spindle is holding the workpiece.
The assignment of workpiece to spindle is necessary for thread cutting,
boring and threading cycles if the workpiece is not being held by the
main spindle.
Parameters
Q:
Spindle number – default: 0 (main spindle)
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)