HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 46
46
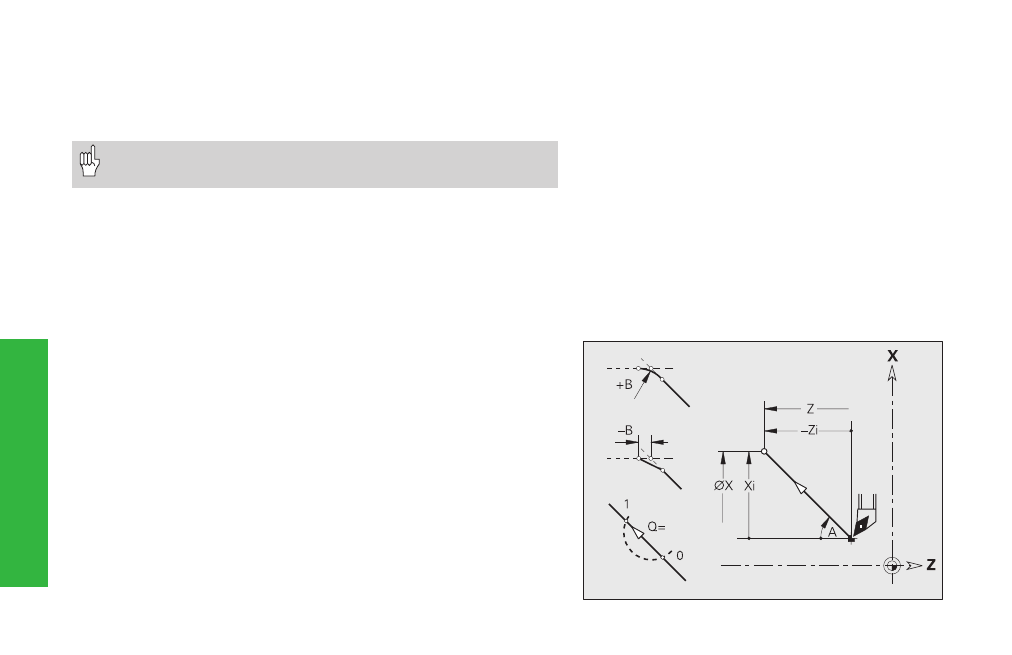
Linear path G1
The tool moves at the programmed feed rate on a line to the ”end point.”
Parameters
X, Z: Diameter, length to end point (X diameter)
A:
Angle (angular direction: see graphic support window)
Q:
Selection of intersection – default: Q=0
■
Q=0: Near intersection
■
Q=1: Far intersection
B:
Chamfer/rounding
■
B is undefined: Tangential transition
■
B=0: Nontangential transition
■
B>0: Rounding radius
■
B<0: Chamfer width
E:
Special feed-rate factor (0 < E
1) – default: 1
(special feed rate = active feed rate * E)
Simple linear
and cir
cular paths
Rapid traverse to machine coordinates G701
The slide moves at rapid traverse on the shortest path to the ”target
point.”
Parameters
X, Z: End point (X diameter value)
”X, Z” refer to the machine datum and the slide datum.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)