HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 78
78
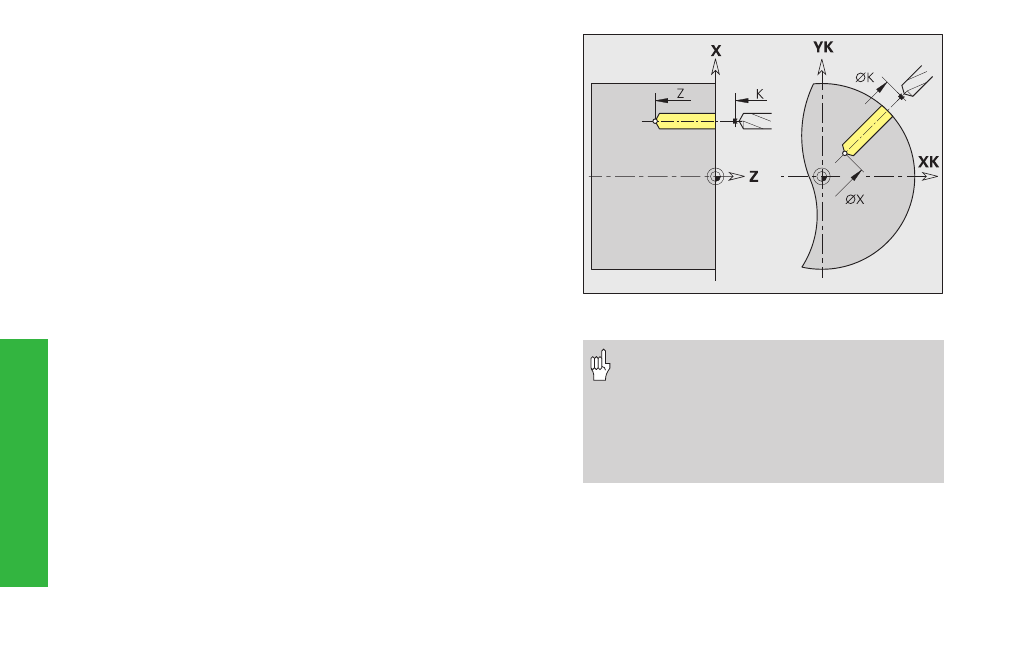
Simple drilling cycle G71
G71 is used for axial and radial boring on the end faces or lateral
surface using driven or stationary tools.
The cycle is used for:
■
A single hole without contour description
■
Boring with contour description (single hole or hole pattern)
Parameters
NS:
Contour block number with boring geometry (G49, G300- or
G310-Geo) – no input: single hole without contour description
X, Z: Position, length – end points of axial/radial hole (X diameter)
E:
Delay time in seconds (dwell time for chip breaking at end of
hole) – default: 0
V:
Feed rate reduction (50%) – default: 0
■
V=0 or 2: Feed rate reduction at start
■
V=1 or 3: Feed rate reduction at start and end
■
V=4: Feed rate reduction at end
■
V=5: No feed rate reduction
Exception for V=0 and V=1: No feed rate reduction when
boring/drilling with indexable inserts and twist drills with 180°
angle
D:
Retraction speed – default: 0
■
D=0: Rapid traverse
■
D=1: Feed rate
K:
Retraction level (radial holes and holes in the YZ plane: Diameter)
– No input: Tool moves to starting position or safety clearance
Dr
illing cy
cle gr
oup
• Single hole without contour description:
Program „X or Z“ as alternative.
• Hole with contour description: Do not pro-
gram „X, Z“.
• Hole pattern: ”NS” refers to the bore hole
contour (and not the definition of the
pattern).