HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 87
87
Milling
Contour milling G840
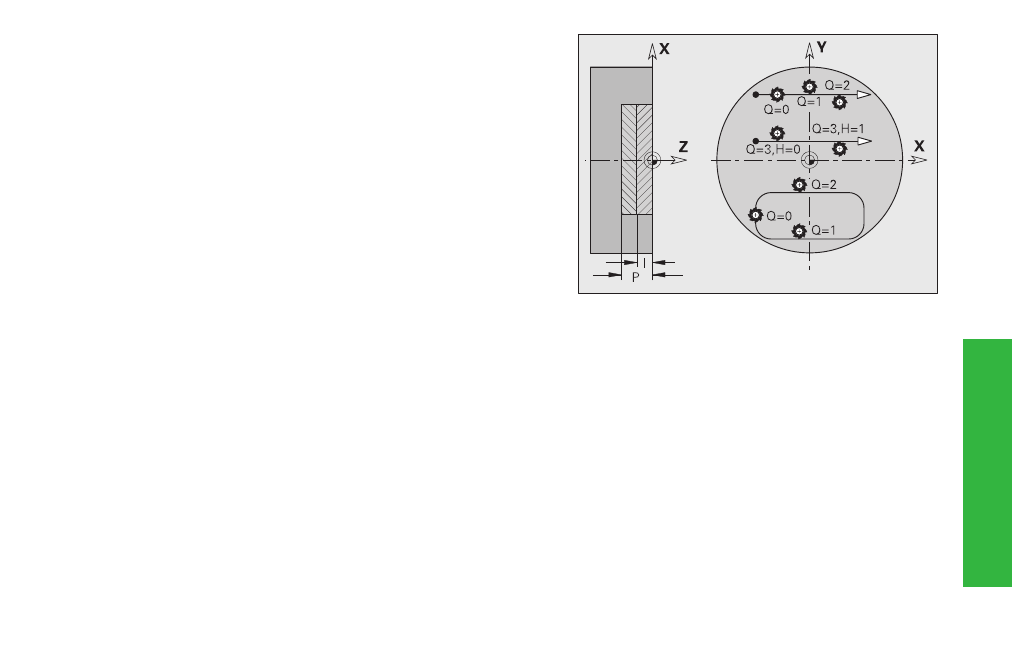
G840 mills, finishes, engraves or deburrs figures or ”free contours”
(open or closed).
Parameters
Q:
Cycle type (= milling location)
nÿ
Q=0: milling center on the contour (without radius
compensation)
nÿ
Q=1 – closed contour: inside milling
nÿ
Q=1 – open contour: left in machining direction
nÿ
Q=2 – closed contour: outside milling
nÿ
Q=2 – open contour: right in machining direction
nÿ
Q=3 (only with open contours): It depends on the ”cutting
direction H” and the direction of tool rotation whether the tool
cuts from the left or right of the contour.
NS:
Block number – Beginning of contour section
nÿ
Figures: Block number of the Figure
nÿ
”free contour” (open or closed): first contour element (not
starting point).
NE:
Block number – End of contour section
nÿ
Figures: no entry
nÿ
Closed contours: entry unnecessary
nÿ
Open contours: last contour element to be milled
nÿ
Contour consists of one element: entry unnecessary
H:
Cutting direction – default: 0
nÿ
H=0: up-cut milling
nÿ
H=1: climb milling
I:
(Maximum) infeed – no entry: milling in one infeed
F:
Feed rate for infeed – default: active feed rate
E:
Reduced feed rate for circular elements – no entry: current feed
rate