HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 88
88
R:
Radius of approaching/departing arc – default: 0
nÿ
R=0: contour element is approached directly; feed to starting
point above the milling plane – then vertical plunge
nÿ
R>0: Tool moves on an approaching/departing arc that
connects tangentially to the contour element.
nÿ
R<0 for inside corners: tool moves on an approaching/
departing arc that connects tangentially to the contour element.
nÿ
R<0 for outside corners: length of linear approaching/departing
element; contour element is approached/departed tangentially.
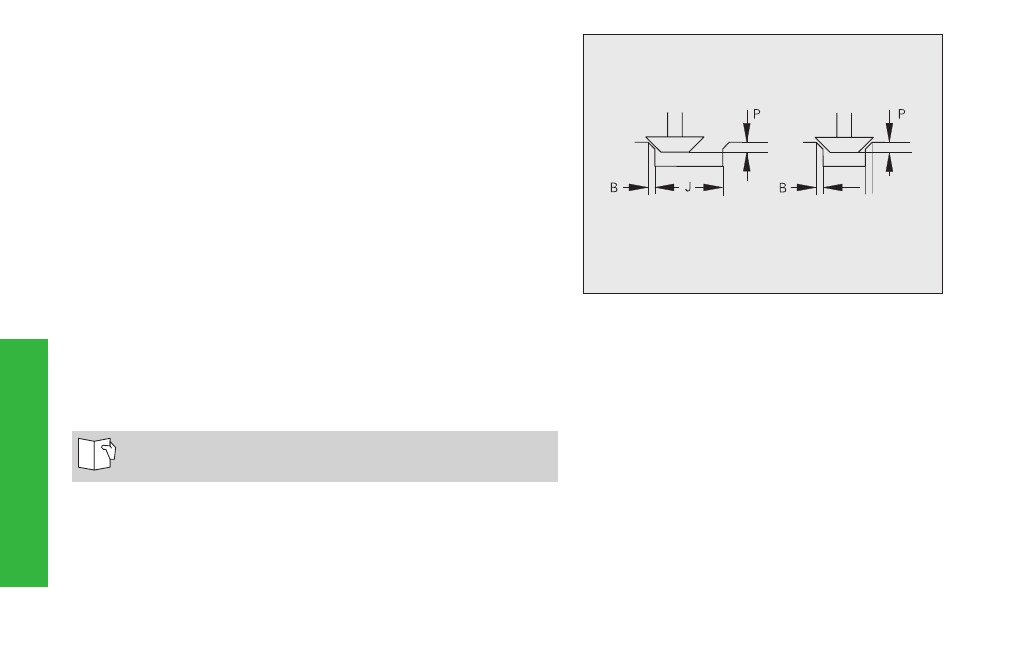
P:
Milling depth
nÿ
Milling, finishing – no entry: milling depth from the contour
description
nÿ
Deburring: plunging depth of the tool
K:
Return plane – no input: Tool returns to the starting position
nÿ
Front or rear face: Return position in Z direction
nÿ
lateral surface: Return position in X direction (diameter)
B:
Chamfer width for deburring the upper edges (sign has no
significance)
J:
Preparation diameter (tool diameter from machining)
nÿ
Required for deburring of open contours.
nÿ
Not required, if diameter of deburring tool = diameter of milling
tool.
D, V: Beginning, end of element number for figures (only if partial
figures are machined)
See the ”CNC PILOT 4290 User's Manual” for the figure
element numbers.
Milling