HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 71
71
Cont
our
-det
er
mined
tu
rning cy
cles
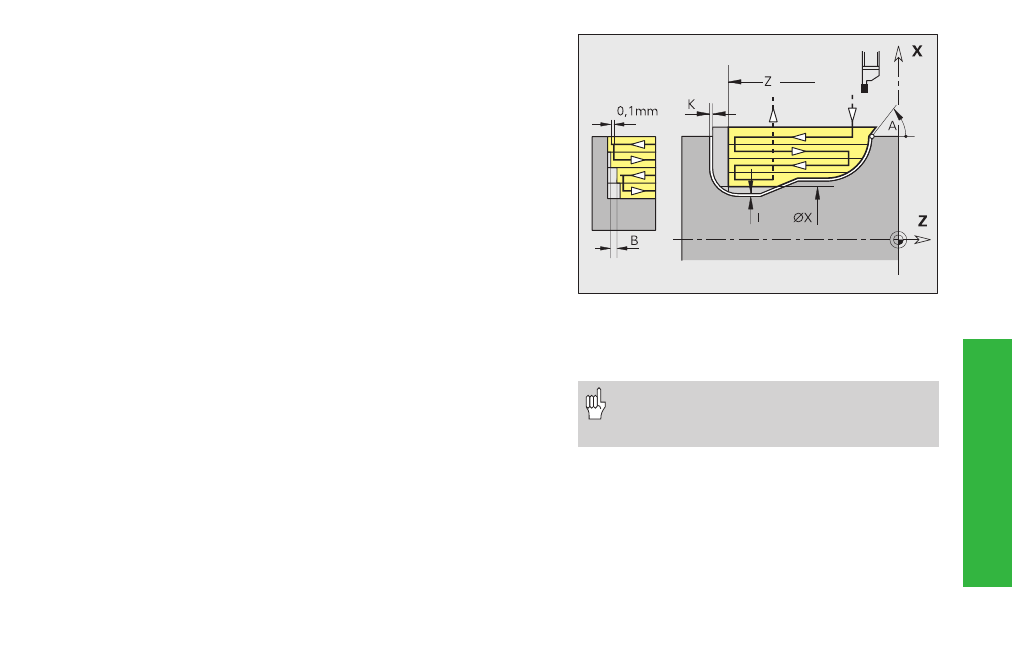
Recess turning cycle G869
G869 machines the contour described by ”NS, NE” axially and radially
with alternating recessing and roughing movements.
Parameters
NS, NE: Starting block number, end block number (from the contour
description)
P:
Maximum approach - Maximum infeed distance
R:
Turning depth compensation for finishing – default: 0
I, K:
Allowances (I diameter value) – default: 0
X/Z:
Cutting limit (X diameter value)
A, W: Approach angle, departure angle – default: opposite from the
recessing direction
Q:
Sequence – default: 0
n
Q=0: roughing and finishing
n
Q=1: roughing only
n
Q=2: finishing only
U:
Direction of turning – default: 0
n
U=0: Bidirectional turning
n
U=1: Unidirectional turning in direction of contour
H:
Retraction at end of cycle – default: 0
n
H=0: return to starting point (axial recess: first Z and then X
direction; radial recess: first X and then Z direction)
n
H=1: position in front of the finished contour
n
H=2: move to safety clearance and stop
V:
Machining chamfers/roundings at start/end of contour – default: 0
chamfer/rounding is machined:
n
V=0: At beginning and end
n
V=1: At beginning
n
V=2: At end
n
V=3: No machining
O:
Recessing feed rate – default: active feed rate
E:
Finishing feed rate – no input: active feed rate
B:
Offset width – default: 0
• Cycle G869 requires type 26* tools.
• Cutter radius compensation: is performed
• Offsets (G57/G58): are effective