HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 72
72
Continued
Cont
our
-det
er
mined
tu
rning cy
cles
Contour finishing G890
G890 finishes the contour area defined by ”NS, NE” parallel to the
contour.
Parameters
NS, NE: Starting block number, end block number (from the contour
description)
E:
Approach behavior
n
E=0: descending contours are not machined
nÿ
E>0: approach behavior
n
no input: feed rate reduced depending on approach angle –
maximum reduction: 50%
V:
Machining chamfers/roundings at start/end of contour – default:
0; chamfer/rounding is machined:
n
V=0: at beginning and end
nÿ
V=1: at beginning
nÿ
V=2: at end
nÿ
V=3: no machining at start or end
nÿ
V=4: only single chamfers/roundings are machined – not the
base element (requirement: the contour consists of a contour
element)
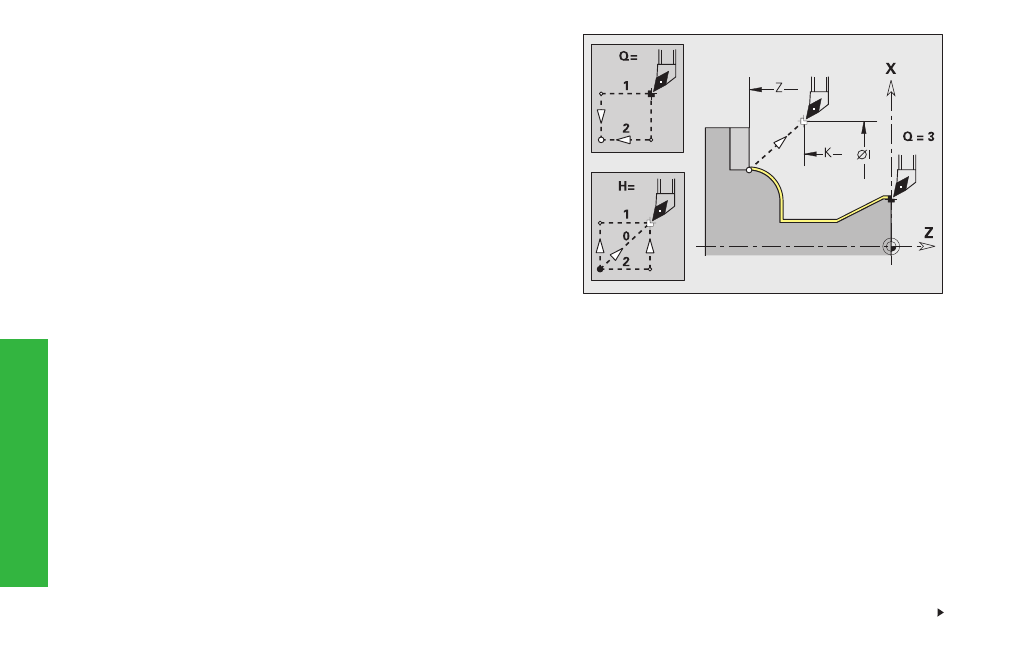
Q:
Type of approach – default: 0
nÿ
Q=0: automatic selection – the CNC PILOT checks the
possibilities for approach:
– diagonal approach
– first X direction, then Z
– equidistant around the barrier
– Omission of the first contour element if the start position is
inaccessible
nÿ
Q=1: First in X direction, then Z
nÿ
Q=2: First in Z direction, then X
nÿ
Q=3: No approach – tool is in the proximity of the starting
point of the contour section
nÿ
Q=4: Residual finishing
H:
Type of retraction – default: 3
tool lifts off under 45° in the opposite direction
to machining and moves as follows to the
position ”I, K”:
nÿ
H=0: diagonal
nÿ
H=1: first X, then Z direction
nÿ
H=2: first Z, then X direction
nÿ
H=3: remains at safety clearance
nÿ
H=4: no retraction movement – tool remains
at the end coordinate
X/Z:
Cutting limit (X diameter value) - no input: no
limit
D:
Omit element (influences the machining of
undercuts, free rotations and recesses: see
table) – default: 1