HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 66
66
V:
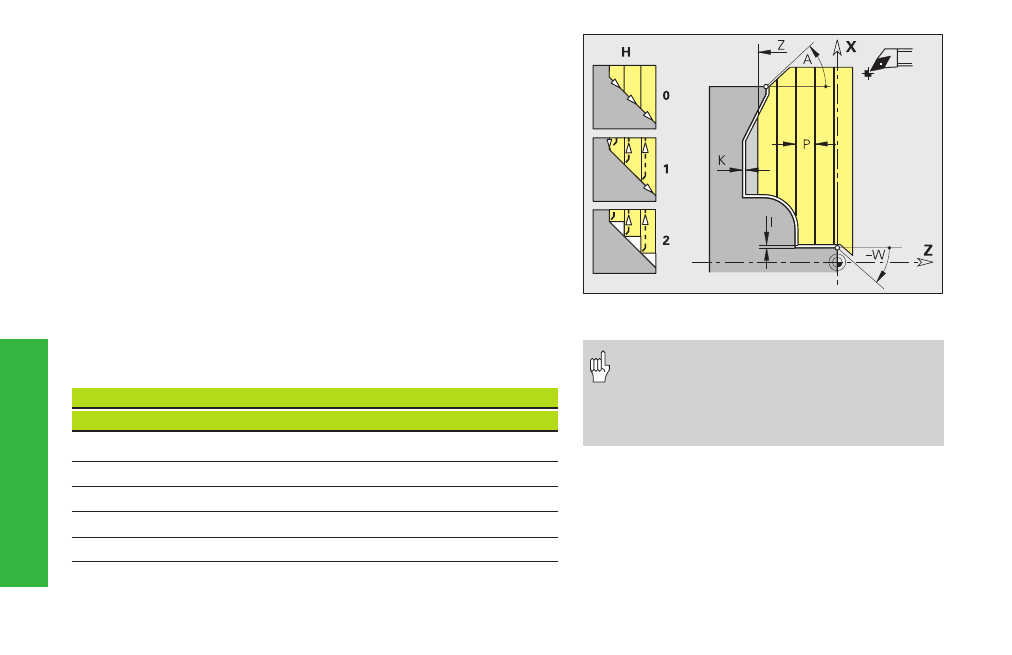
Machining chamfers/roundings at start/end of contour – default: 0
chamfer/rounding is machined:
■
V=0: at beginning and end
■
V=1: at beginning
■
V=2: at end
■
V=3: no machining at start or end
■
V=4: only single chamfers/roundings are machined – not the
base element (requirement: the contour consists of a contour
element)
D:
Omit element (influences the machining of undercuts, free
rotations: see table) – default: 0
B:
Slide feed for 4-axis machining
■
B=0: Both slides work on the same diameter – at double feed
rate
■
B<>0: Distance from the ”leading” slide (the lead). The slides
work at equal feed rate on different diameters.
■
B<0: The slides with larger number leads
■
B>0: The slide with smaller number leads.
Cont
our
-det
er
mined
tu
rning cy
cles
Contour face roughing G820
• Cutter radius is compensated
• Offsets (G57/G58): are effective
• On 4-axis cycles, ensure that the tools are
identical (tool type, cutting edge radius,
cutting edge angle, etc.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: Hide elements
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)