HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 76
76
Thr
ead cy
cle gr
oup
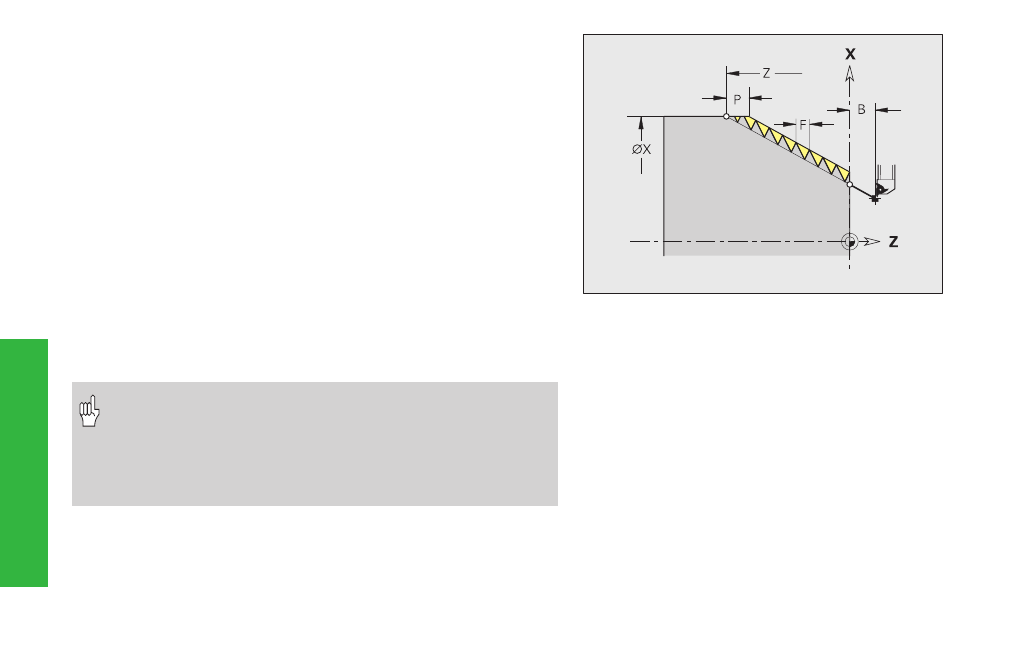
Individual thread cut G33
G33 cuts threads in any desired direction and position (longitudinal,
tapered or transverse threads; internal or external threads). The thread
starts at the current tool position and ends at ”X, Z”.
Parameters
X, Z: Diameter, length to end point of thread (X diameter)
F:
Feed rate per revolution (thread pitch)
B, P: Chamfer length, overrun length – default: 0 (see G33)
C:
Starting angle – default: 0
Q:
Number of the spindle
H:
Reference direction for spindle pitch - default: 0
■
H=0: Feed rate on Z axis (for longitudinal and tapered threads
up to a maximum angle of +45°/–45° to Z axis
■
H=1: Feed rate in X axis (for transverse and taper threads up
to a maximum angle of 45°/–45° to the X axis
■
H=2: Feed rate in Y axis
■
H=3: contouring feed rate
E:
Variable pitch (increases/reduces the pitch per revolution by E) –
default: 0
• ”Feed rate stop” becomes effective only at the end of a
thread cut.
• Feed rate override is not effective.
• Do not use the spindle override if the feedforward is
switched off!
• Create thread with G95 (feed rate per revolution).
Calculation of ”thread run-in/runout distances”
The slide requires a run-in distance to accelerate to the programmed
feed rate before starting the actual thread, and a runout distance at the
end of the thread to decelerate again.
Calculation of chamfer (run-in) length:
BA > 0.75 * (F*S)² / a + 0.15
Calculation of runout length:
BE > 0.75 * (F*S)² / e + 0.15
BA:
Minimum run-in length
BE:
Minimum runout length
F:
Spindle pitch in mm/revolution
S:
Speed in revolutions/second
a, e:
Acceleration in mm/s² (a = ”acceleration at
start of block”; e = ”acceleration at end of
block” from Machine Parameter 1105, ff)