HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 58
58
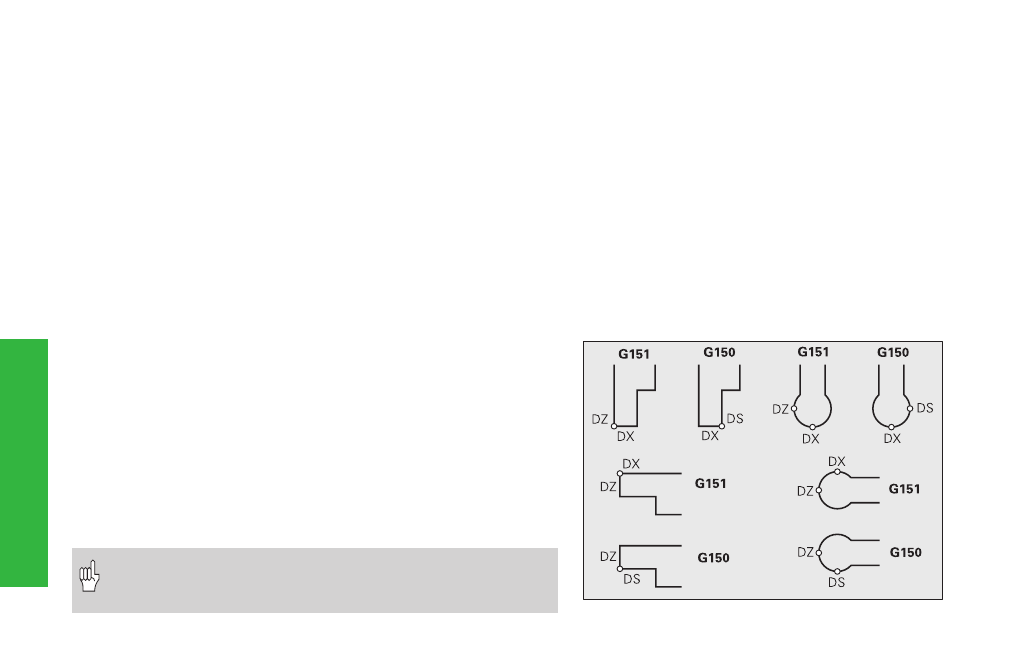
Compensate right tool tip G150
Compensate left tool tip G151
G150/G151 defines the workpiece datum for recessing and button
tools.
G150: datum is on right tip
G151: datum is on left tip
G150/G151 is effective from the block in which it is programmed and
remains in effect up to
■
the next tool change
■
end of the program
• The displayed actual values always refer to the tool tip
defined in the tool data.
• Be sure to switch the direction when you work with TRC
T
ools,
types of compensation
Additive compensation G149
The CNC PILOT manages 16 tool-independent compensation values. To
activate the additive compensation function, program G149 followed by
a „D number“ (for example, G149 D901). ”G149 D900” resets the addi-
tive compensation function.
Parameters
D:
Additive compensation - default: D900
Range: 900 to 916
Basics of programming
■
The compensation becomes effective only after the
tool has actually moved in the compensation
direction by the compensation value. You must
therefore program G149 one block before the block
in which you want the compensation to apply.
■
An additive compensation remains effective until:
■
The next ”G149 D900”
■
The next tool change
■
The end of the program