HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 59
59
Simple t
u
rning cy
cles
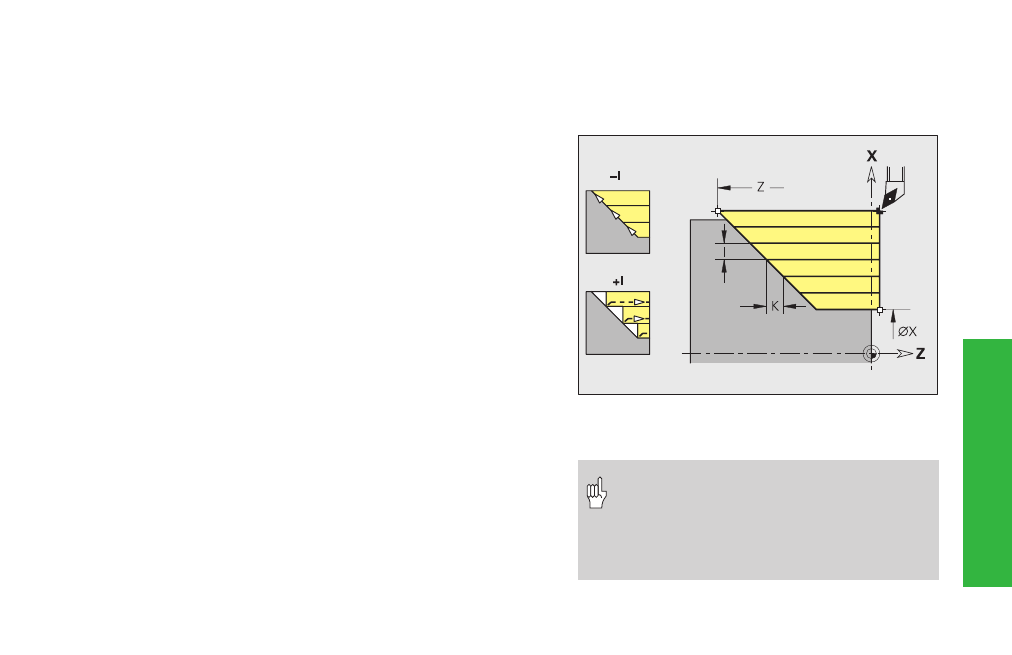
Simple longitudinal roughing G81
Simple face roughing G82
G81/G82 machines (roughs) the contour area described by the current
tool position and ”X, Z”. If you wish to machine an oblique cut, you can
define the angle with I and K.
The tool moves to clearance at the end of the cycle:
■
G81: X – last lift-off coordinate; Z – cycle start point
■
G82: X – cycle start point; Z – last lift-off coordinate
Parameters
X/Z:
Contour target point (X diameter)
Q:
G-function Infeed – default: 0
■
0: infeed with G0 (rapid traverse)
■
1: infeed with G1 (feed rate)
G81:
I:
Maximum infeed distance in the X direction
■
I<0: with machining the contour line
■
I>0: without machining the contour line
K:
Offset in Z direction – default: 0
G82:
I:
Offset in X direction – default: 0
K:
Maximum infeed distance in the Z direction
■
K<0: with machining the contour line
■
K>0: without machining the contour line
Simple longitudinal roughing G81
End of cycle G80
G80 concludes fixed cycles.
• Cutter radius compensation: is not
carried out
• Offsets (G57): are calculated and remain
effective after end of cycle.
• Safety clearance after each step: 1 mm.