HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 60
60
Simple t
u
rning cy
cles
Simple contour repeat cycle G83
G83 carries out the functions programmed in the following blocks (sim-
ple traverse or cycles without contour description) more than once.
G80 ends the machining cycle.
If the number of infeeds differs for the X- and Z axes, the tool first
advances in both axes with the programmed values. The infeed is set to
zero if the target value for one direction is reached.
Notes on programming G83
■
Stands alone in the block
■
Must not be programmed with K variables
■
Must not be nested, not even by calling subprograms
Tool position at end of cycle: Cycle starting point.
Parameters
X/Z:
Contour target point (X diameter) - no input: transfer the last X/Z
coordinate
I/K:
Maximum infeed (I: radius) – default: 0
• Cutter radius compensation: is not carried out – You can
program the TRC separately with G40..G42.
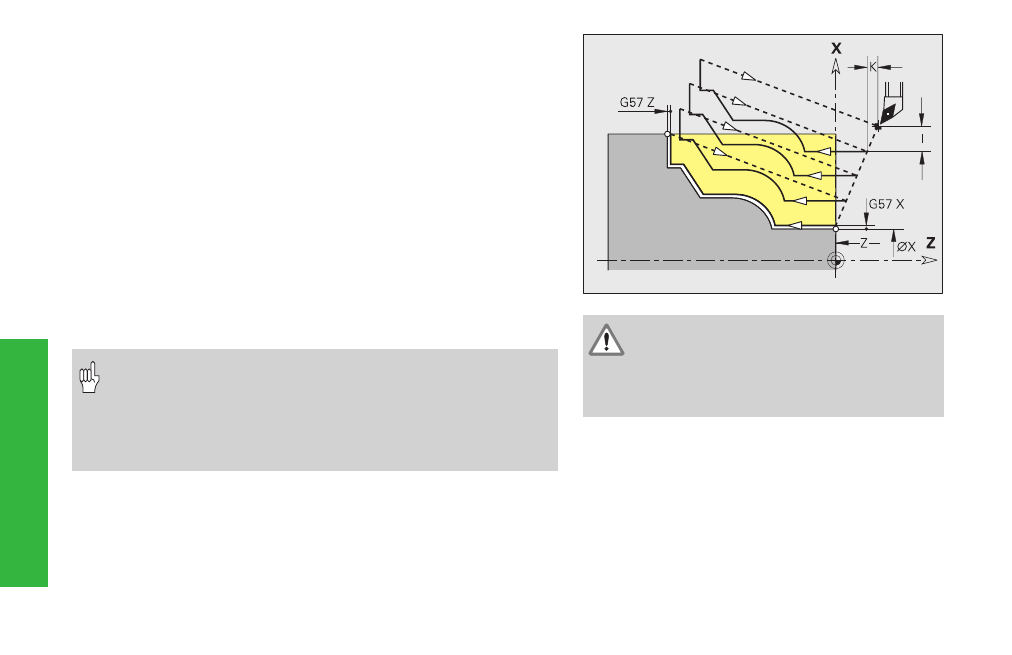
• Offsets: G57-offsets are calculated; G58-offsets only have
effect if you are working with TRC. Allowances remain in
effect after the end of cycle.
• Safety clearance after each step: 1 mm.
Danger of collision !
After each pass, the tool returns on a diago-
nal path before it advances for the next pass.
If required, program an additional rapid tra-
verse path to avoid a collision.