HEIDENHAIN PT 855 for Turning User Manual
Page 40
I - 3
Programming POSITIP
POSITIP 855
Operating Instructions
41
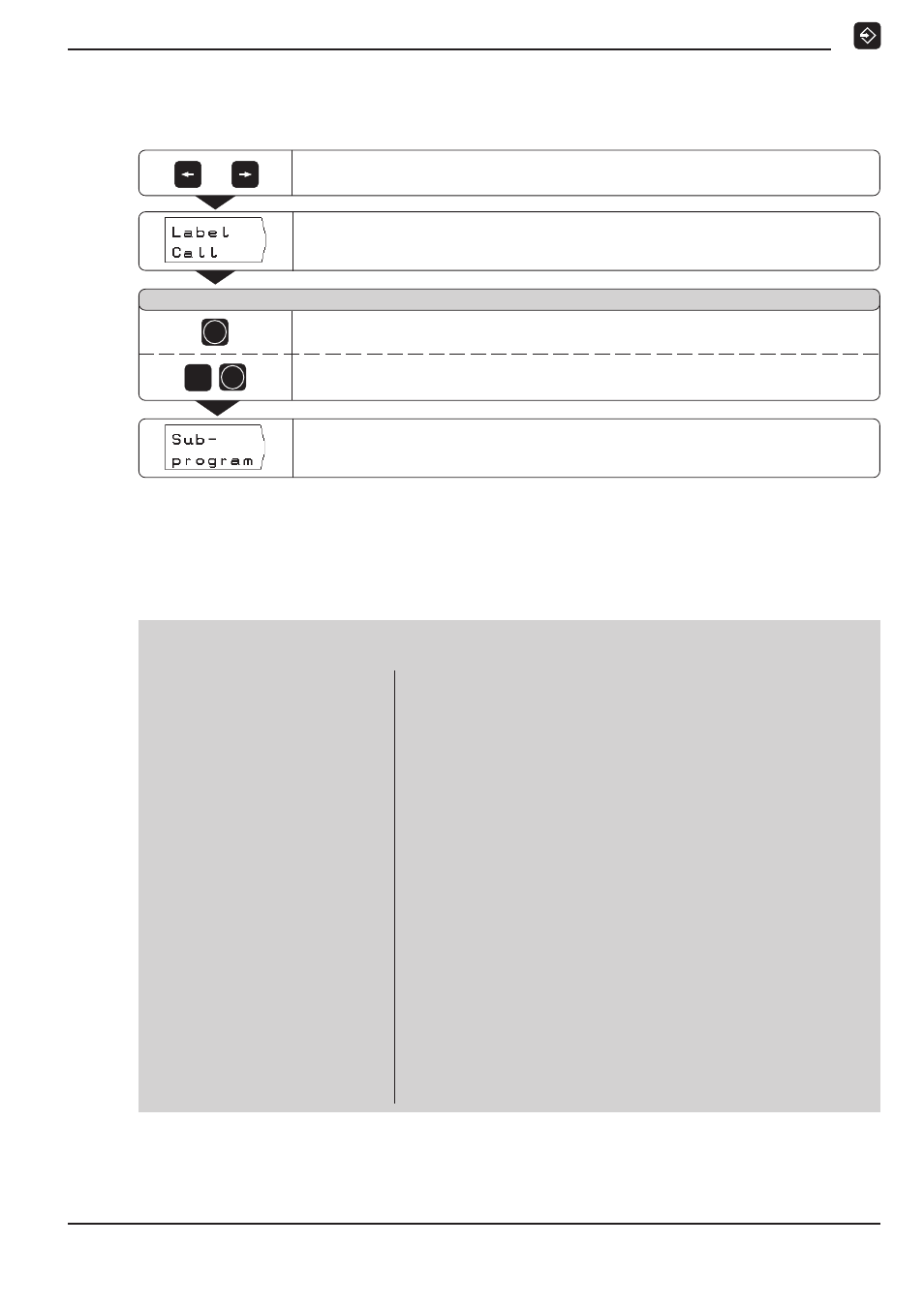
For subprograms you can ignore the question “
Repeat REP ?
”.
Press the soft key to confirm that a subprogram is being called.
Example: Entering a subprogram call –
CALL LBL
Subprograms and program section repeats
Go to the second soft-key row.
/
L a b e l n u m b e r ?
ENT
9
Accept the default label number.
Enter the label number (9). Confirm entry.
The current block now contains the called label
LBL 9
.
Program blocks
0
BEGIN PGM 30 MM
Start of program, program number and unit of measurement
1
LBL 9
Beginning of subprogram 9
2
X+60.000
X coordinate of the tool change position (diameter)
3
Z+5.000
Z coordinate of the tool change position
4
LBL 0
End of subprogram 9
5
Z+2.000
Pre-position, Z coordinate
6
X+64.000
Pre-position, X coordinate
7
CYCL 3.0 MULTIPASS
Coordinates for a multipass cycle follow
8
X+20.000
X coordinate of the first shoulder (for the diameter)
9
Z–20.000
Z coordinate of the first shoulder
10
X+40.000
X coordinate of the second shoulder (diameter)
11
Z–70.000
Z coordinate of the second shoulder
12
CALL LBL 9
Call subprogram 9: go to tool-change position,
blocks 1 to 4 are executed
13
STOP
Program interruption for tool change
14
Z–52.000
Pre-positioning for recess operation
15
X+30.000
Machine recess (diameter)
16
IX+40.000
Retract
17
CALL LBL 9
Call subprogram 9: return to tool-change position,
blocks 1 to 4 are executed
18
END PGM 30 MM
End of program, program number and unit of measurement
Call the label.
POSITIP offers the label number which was last set.
ENT
After the
CALL LBL
block in the operating mode
EXECUTE PROGRAM
, POSITIP executes the blocks in the sub-
program that are located between the
LBL
block with
the called number and the next block containing
LBL 0
.
Note that the subprogram will be executed at least once even
without a
CALL LBL
block.