HEIDENHAIN PT 855 for Turning User Manual
Page 30
I - 3
Programming POSITIP
POSITIP 855
Operating Instructions
31
Entering program blocks
Z
1
X
15
2
3
4
20
65
0
5
Select the coordinate axis (X axis).
N o m i n a l p o s i t i o n v a l u e ?
1
5
ENT
Program blocks
0
BEGIN PGM 10
MM
Start of program, program number and unit of measurement
1
X+50.000
Pre-position the tool in the X axis
2
Z+20.000
Pre-position the tool in the Z axis
3
X+15.000
X coordinate, position
4
Z–20.000
Z coordinate, position
5
IX+5.000
Incremental X coordinate, position
6
Z–65.000
Z coordinate, position
7
END PGM 10
MM
End of program, program number and unit of measurement
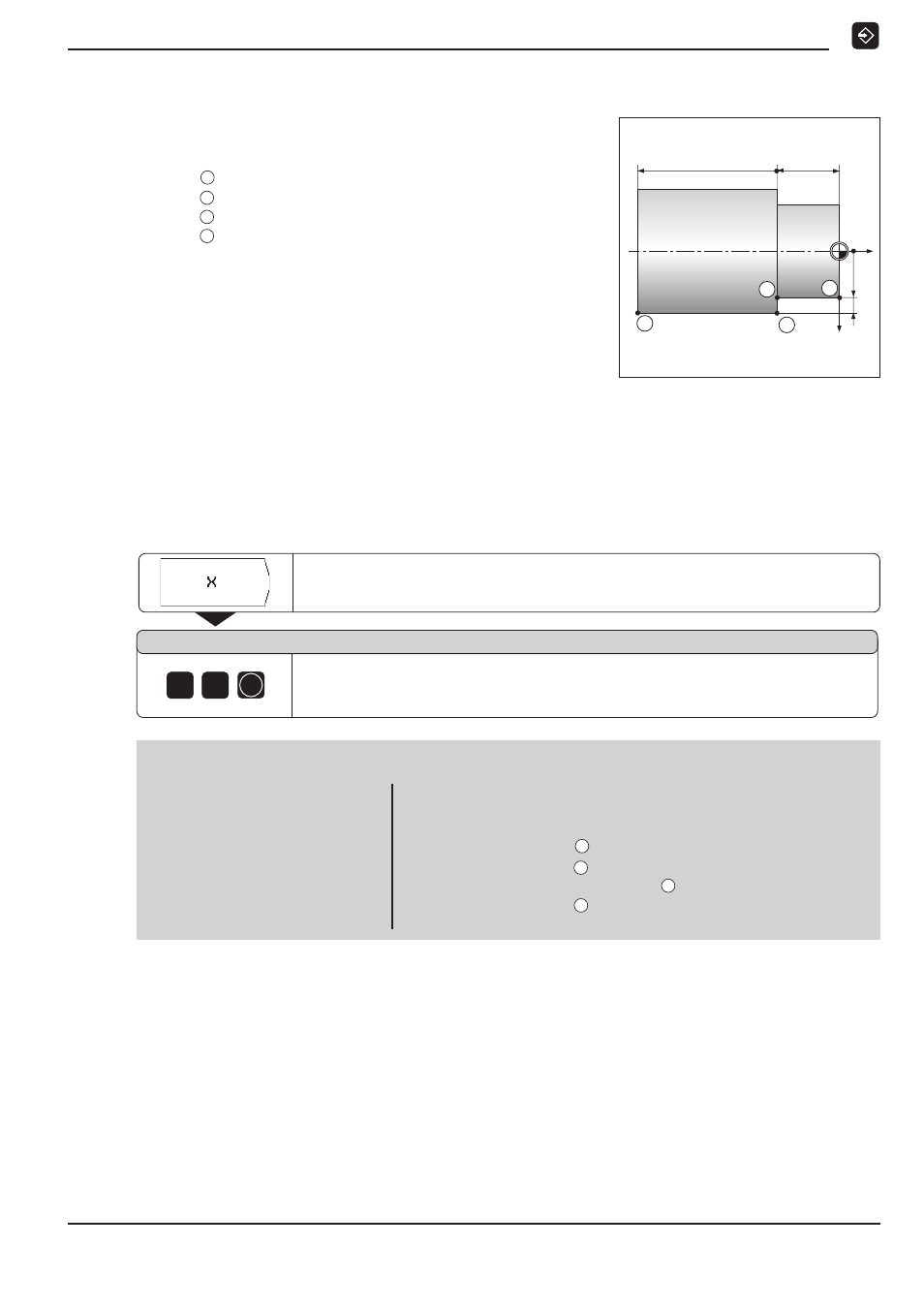
Example: Milling a shoulder
The datum is the workpiece zero.
Position
Z
=
0 mm
X
= 15 mm
Position
Z
= –20 mm
X
= 15 mm
Position
Z
= –20 mm
I
X = +5 mm
Position
Z
= –65 mm
X
= 20 mm
Summary of programming steps
➤
➤
➤
➤
➤ In the main menu
PROGRAMMING AND EDITING
use the
Program Number
soft key to access the program directory.
➤
➤
➤
➤
➤ Key in the number of the program you want to work on, and
press ENT.
➤
➤
➤
➤
➤ Select
Edit
in the main menu
PROGRAMMING AND
EDITING
.
➤
➤
➤
➤
➤ Enter the nominal positions.
Running a finished program
When a program is finished it can be run in the
EXECUTE PRO-
GRAM
operating mode (see Chapter I - 4).
Example of entry: Entering a nominal position into a program
(block 3 in the example)
1
1
2
4
Enter the nominal position value (X = 15 mm). Confirm entry.
The nominal position is now the current block (between the dashed lines).
3
2
3
4