HEIDENHAIN PT 855 for Turning User Manual
Page 39
I - 3
Programming POSITIP
40
Operating Instructions
POSITIP 855
Subprograms and program section repeats
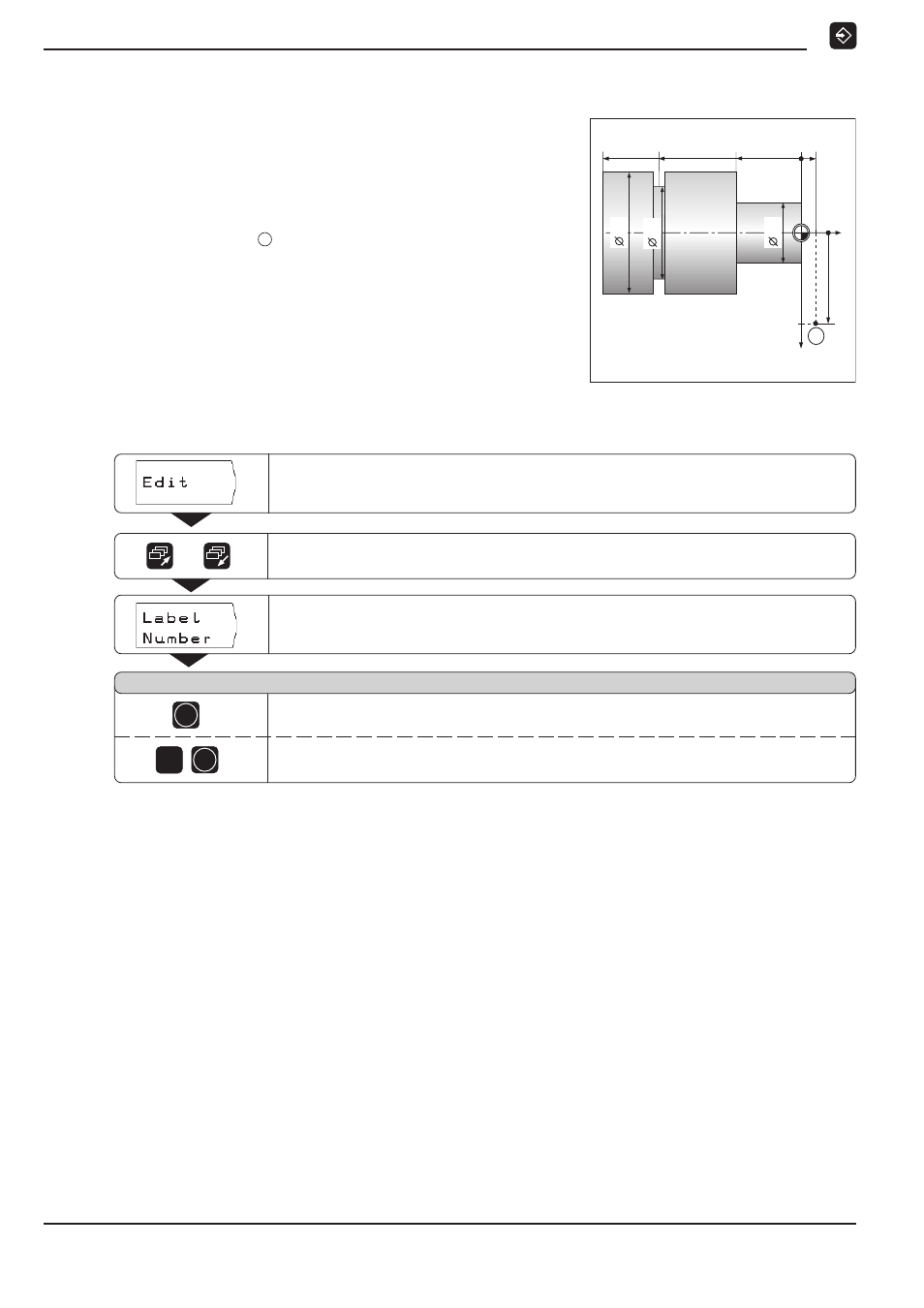
Example: Subprogram for tool change
The coordinates of the tool change position are written in a sub-
program. To activate the tool change process you just call the sub-
program.
Coordinates of the
tool change position :
X = +30 mm
Z =
+5 mm
Remark
A recessing tool (width 4 mm) is inserted to turn the groove. The
tool is moved back to the change position after the groove is
turned.
Go to the second soft-key row.
Select
Edit
.
Insert a label (
LBL
) for a subprogram.
POSITIP offers the lowest available label number as a default entry.
L a b e l n u m b e r ?
/
Example: Setting a label for a subprogram
Operating mode:
PROGRAMMING AND EDITING
ENT
9
ENT
Enter a label number (such as 9). Confirm entry.
The current block now contains the set label
LBL 9
.
The beginning of a subprogram or program section repeat is now
marked with the label. Enter the program blocks for the sub-
program after the
LBL
block.
Label 0 (
LBL 0
) is used only for the end of a subprogram.
Accept the default label number.
30
20
W
X
Z
50
70
0
5
20
40
30
W