Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console User Manual
Page 249
a-4
HD3070 with Automatic Gas Console
Instruction Manual
16
APPENDIX A
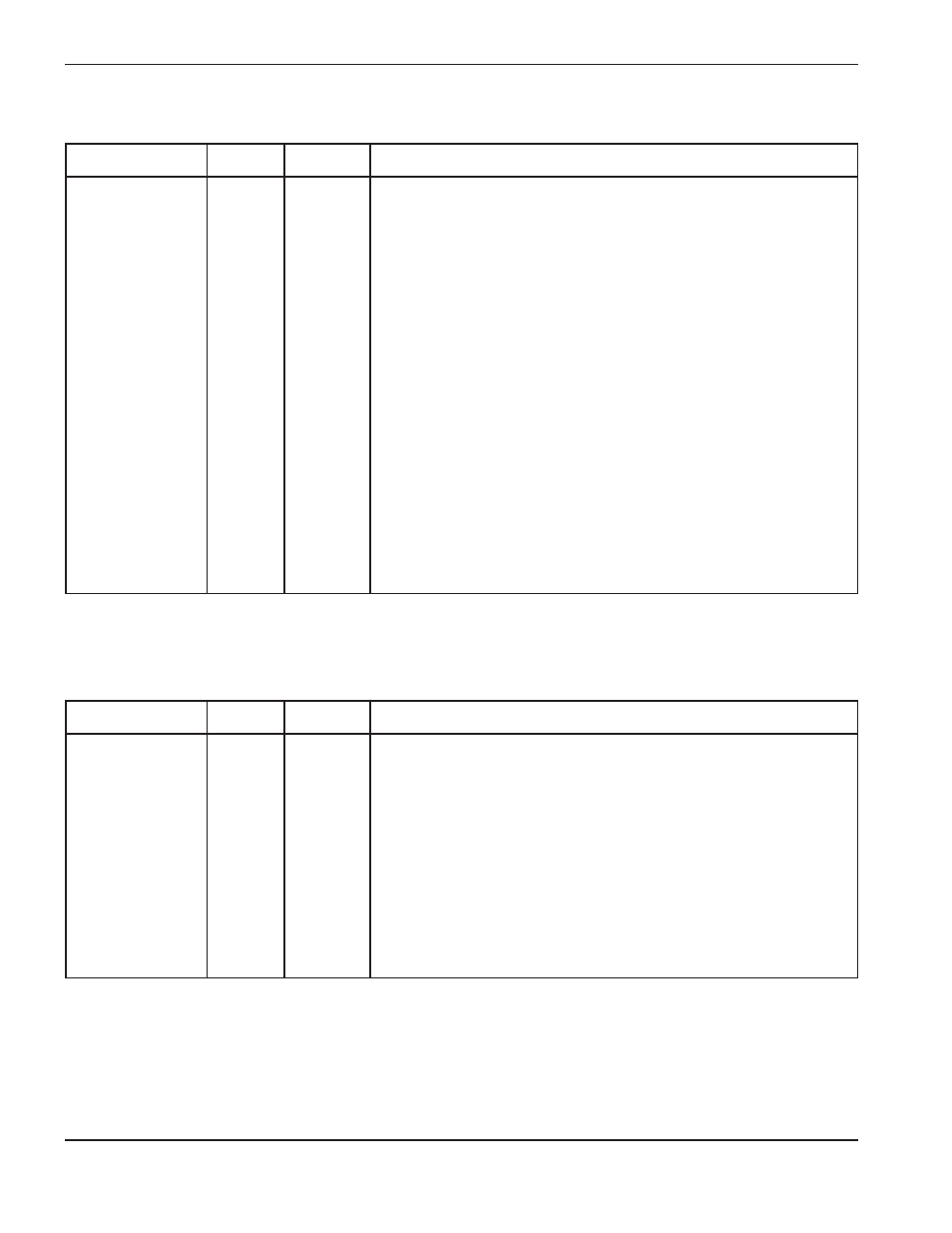
Power Supply Connector 1X2 Standard Interface
SIGNAL
PIN #
POL
DESCRIPTION
100 AMP BCD
13
+
80 AMP BCD
12
+
40 AMP BCD
8
+
20 AMP BCD
7
+
10 AMP BCD
6
+
8 AMP BCD
5
+
4 AMP BCD
4
+
2 AMP BCD
3
+
1 AMP BCD
2
+
COMMON
11
-
SHIELD
10
SHLD
THESE INPUTS ARE FOR THE CNC CONTROLLER TO SET
THE POWER SUPLY CURRENT LEVEL. THE BCD DIGITS ARE
MADE ACTIVE BY CONNECTING THEM TO THE SIGNAL
COMMON. 12Vdc, 3mA
THE POWER SUPPLY OUT WILL FOLLOW THESE SET POINTS
DURING A CUT TO ALLOW THE CNC TO COMPENSATE FOR
CHANGES IN MACHINE MOTION.
Power Supply Connector 1X6 Timer/Counter
SIGNAL
PIN #
POL
DESCRIPTION
ARC TIME &
2
DRY
THIS CONTACT WILL CLOSE EACH TIME THE TORCH IS
# STARTS
3
DRY
STARTED. THE CONTACT WILL REMAIN CLOSED UNTIL THE
OUTPUT
TORCH IS EXTINGUISHED. THIS OUTPUT IS USED TO KEEP
TRACK OF OR PREDICT CONSUMABLE LIFE.
# STARTS & ARC TIME
ERRORS
6
DRY
THIS CONTACT WILL PULSE CLOSED (100 mS) EVERY TIME
OUTPUT
6
DRY
THE TORCH IS IMPROPERLY EXTINGUISHED. THE TORCH
MUST REMAIN TRANSFERED DURING TURN OFF TO
MAXIMIZE CONSUMABLE LIFE. THIS OUTPUT IS USED TO
KEEP TRACK OF OR PREDICT CONSUMABLE LIFE.