Hypertherm, inc, Preflow, Operate – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console User Manual
Page 235: Cutflow
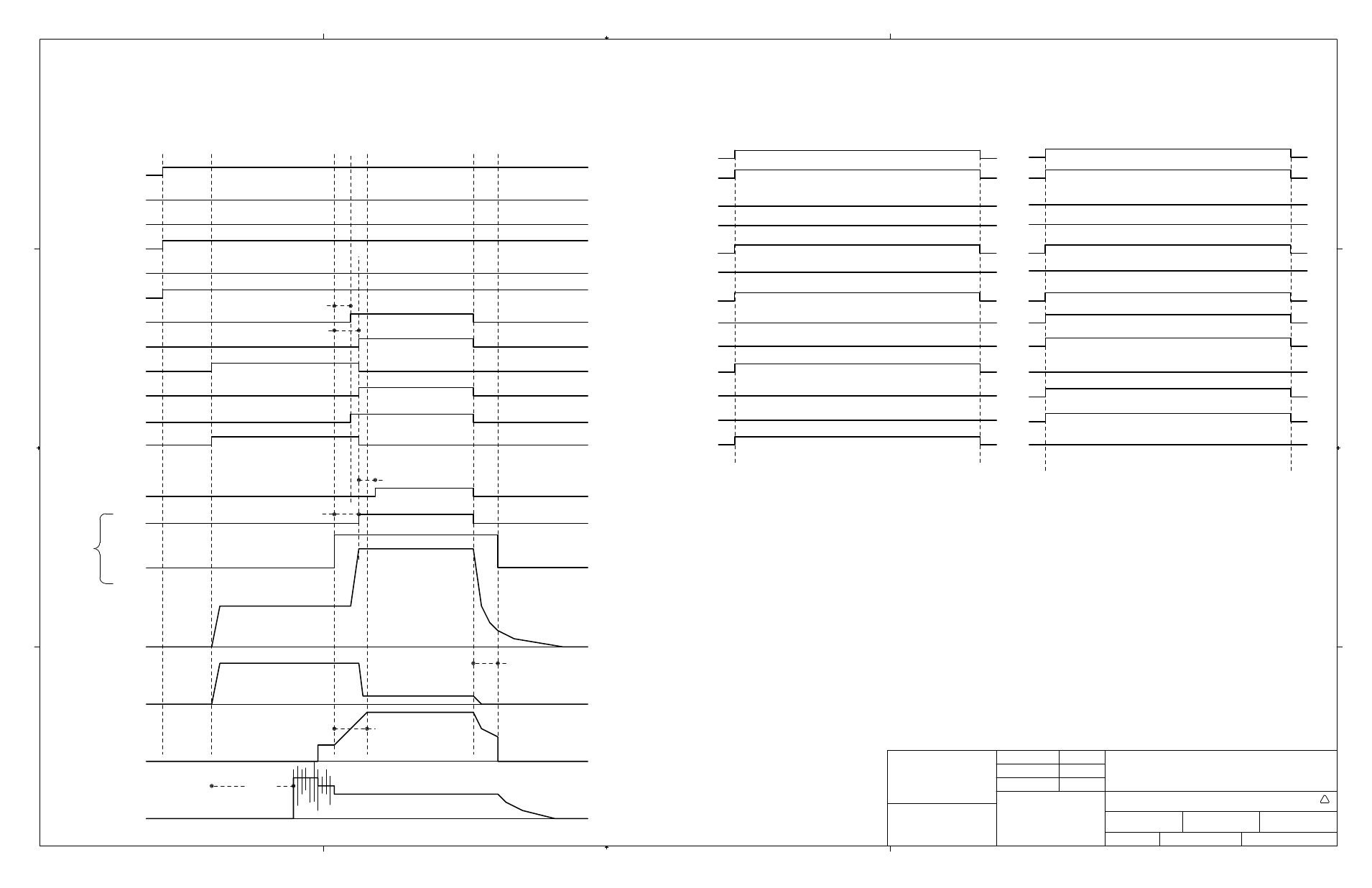
TEST
TIMING DIAGRAM
(FOR H35 & N2 PLASMA GAS ONLY)
RUN
Time
O sec
Plasma
START
SV2
Transfer
Start
Complete
PREFLOW
Ramp UP
Plasma
STOP
Complete
OPERATE
Ramp DOWN
Test Switch
ON
PREFLOW
OFF
ON
CUTFLOW
OFF
SV3
SV5
SV9,SV10
SV6
SV11,SV12
t2
t4
SV4
Pressure
(at nozzle)
t5
SV3
Solenoid Valve, O2 Gas Select
SV2
Solenoid Valve, Air Gas Select
SV5
SV9,SV10
SV6
SV4
SV11,SV12
Solenoid Valve, CH4 Shield Gas Select
Solenoid Valve, N2 Shield Gas Select
Solenoid Valve, N2 Plasma Gas Select
Solenoid Valve, Shield Gas Operate
Solenoid Valve, Preflow Gas Operate
t6
Current
Pressure
(at shield)
Voltage
2 s
Note: All "t" times are SET current dependent
SV7,SV8
SV7,SV8
Solenoid Valve, Plasma Gas Operate
Machine
Motion
t3
Solenoid Valve, H35 Plasma Gas Select
SV1
t2 = Transfer to Shield Gas
t3 = Transfer to Machine Motion
t4 = Transfer to Plasma Gas
t5 = Torch Ramp-Down (Gas & Current)
t6 = Ramp-up of Current From Pilot to Operate Current
t7 = Optional Pierce Complete
SV1
t7
Complete
Pierce
Transfer
Signal
to CNC
Optional
SV14
SV15
SV16
SV16
SV15
SV11,SV12
SV14
SV9,SV10
SV7,SV8
SV5
SV4
SV6
SV3
SV2
SV1
Solenoid Valve, Shield Preflow/Operate
SV16
SV15
Solenoid Valve, Palsma Preflow/Operate
Solenoid Valve, Shield Gas Vent
SV14
4
3
2
1
A
B
C
D
4
3
2
1
A
B
C
D
HYPERTHERM, INC.
Box-5010 Hanover, NH 03755-5010 603/643-3441
Hypertherm, Incorporated
DATE
DATE
DATE
CHAMFER OR RADIUS .015 MAX.
BREAK SHARP CORNERS WITH
FRACTIONS
±1/64
3 PL DECIMALS
±.005
2 PL DECIMALS
±.015
TOLERANCES ON:
DIMENSIONS ARE IN INCHES.
UNLESS OTHERWISE SPECIFIED
SHEET
STOCK NO.
SCALE
DRAWING NO.
DESCRIPTION
MODEL
FILE NAME
APP. BY
CHECKED BY
DRAWN BY
FROM HYPERTHERM, INC.
FOR MANUFACTURING OR FABRICATION
CONTAINED THEREON IS CONSIDERED
PROPRIETARY AND MAY NOT BE USED
THIS DRAWING AND ALL INFORMATION
PURPOSES WITHOUT PERMISSION
MATERIAL
013325
013-2-325
013325B4
ELEC SCHEM:HD3070 GAS CSL AUTO
N/A
4 OF 4
JLF
2-4-98
JLF
4-10-98
C