70 amp, Operation pac186 mild steel o, Plasma / o – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console User Manual
Page 119: Shield 70 amp cutting
4-30
HD3070 with Automatic Gas Console
Instruction Manual
16
OPERATION
PAC186
Mild Steel
O
2
Plasma / O
2
& N
2
Shield
70 Amp Cutting
Material
Thickness
(GA)
(in)
(mm)
Arc
Voltage
(volts)
Torch
Standoff**
(in)
(mm)
Travel
Speed
(ipm)
(m/min)
Pierce
Delay
(dial)
(sec)
Initial
Piercing
Height
***
(in)
(mm)
16
0.060
1.5
5
75
0
100
25
–
107
0.060
1.5
280
7.11
0.100
2.5
0
0.1
14
0.075
1.9
5
75
0
100
25
–
107
0.060
1.5
230
5.84
0.100
2.5
0
0.1
12
0.105
2.7
5
75
0
100
25
–
109
0.080
2.0
185
4.70
0.120
3.0
0
0.1
10
0.135
3.4
5
75
0
100
25
–
114
0.080
2.0
150
3.81
0.120
3.0
.5
0.2
3⁄16
4.8
5
75
0
100
25
–
119
0.080
2.0
120
3.05
0.120
3.0
1
0.3
1⁄4
6.4
5
75
0
100
40
–
129
0.080
2.0
100
2.54
0.120
3.0
2
0.5
3⁄8
9.5
5
75
0
100
40
–
135
0.100
2.5
65
1.65
0.160
4.0
4
1.0
O
2
and N
2
gas inlet pressures must be between 105 - 135 psi (7.2 - 9.2 bar) for all material thickness.
#
Refer to LCD display Figure 4-3.
* Slightly increasing the test preflow O
2
and N
2
flowrates may increase piercing capability on the thicker materials listed
above. However, increasing the preflow flowrates too much may affect plasma starting reliability (misfiring).
** Torch standoff tolerances are ± 0.005 inch (± 0.125 mm). When using a THC, tolerances are ± 1 volt.
*** Measured from tips of shield adapter 020796.
Counter clockwise (CCW) consumables are available for mirror image cutting. Refer to Section 6, Parts List.
If problems occur with the cutting process, and the flowrates are suspect, refer to Section 5, Maintenance, Gas System Back
Pressure Checks.
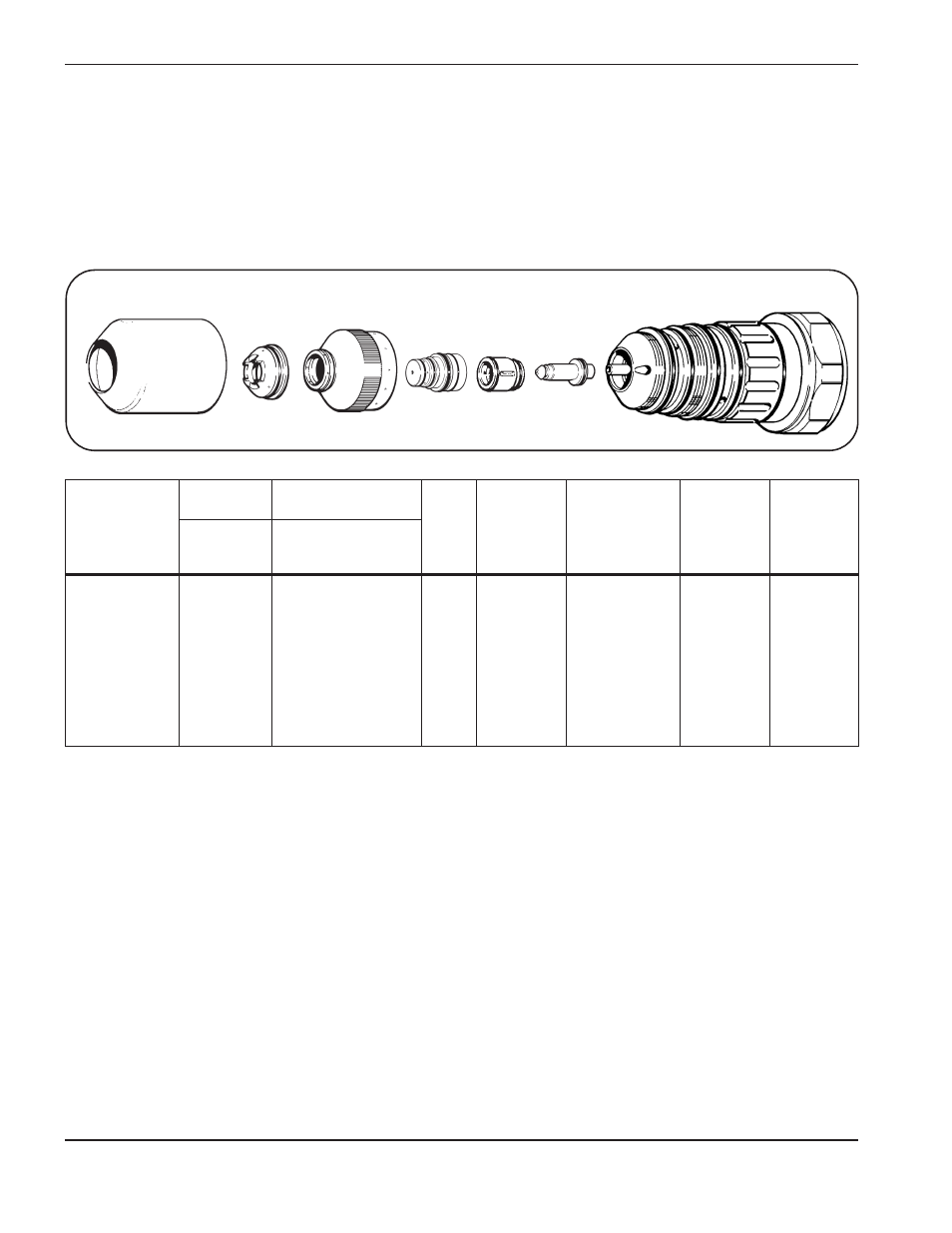
Shield
020796
Nozzle
020647
Electrode
120112
Retaining Cap
020795
Swirl Ring
020789
PAC186 Torch
120349
Shield Cap
020634/020687
Test Cut
Flowrates (%)
Shield
O
2
N
2
(3)
#
(4)
#
Plasma
O
2
(5)
#
(6)
#
Test Preflow*
Flowrates (%)
Preflow
O
2
N
2
(1)
#
(2)
#