10 through function – Motorola GT10 User Manual
Page 83
GT10/GT30
4.10 Through Function
60
4.10 Through Function
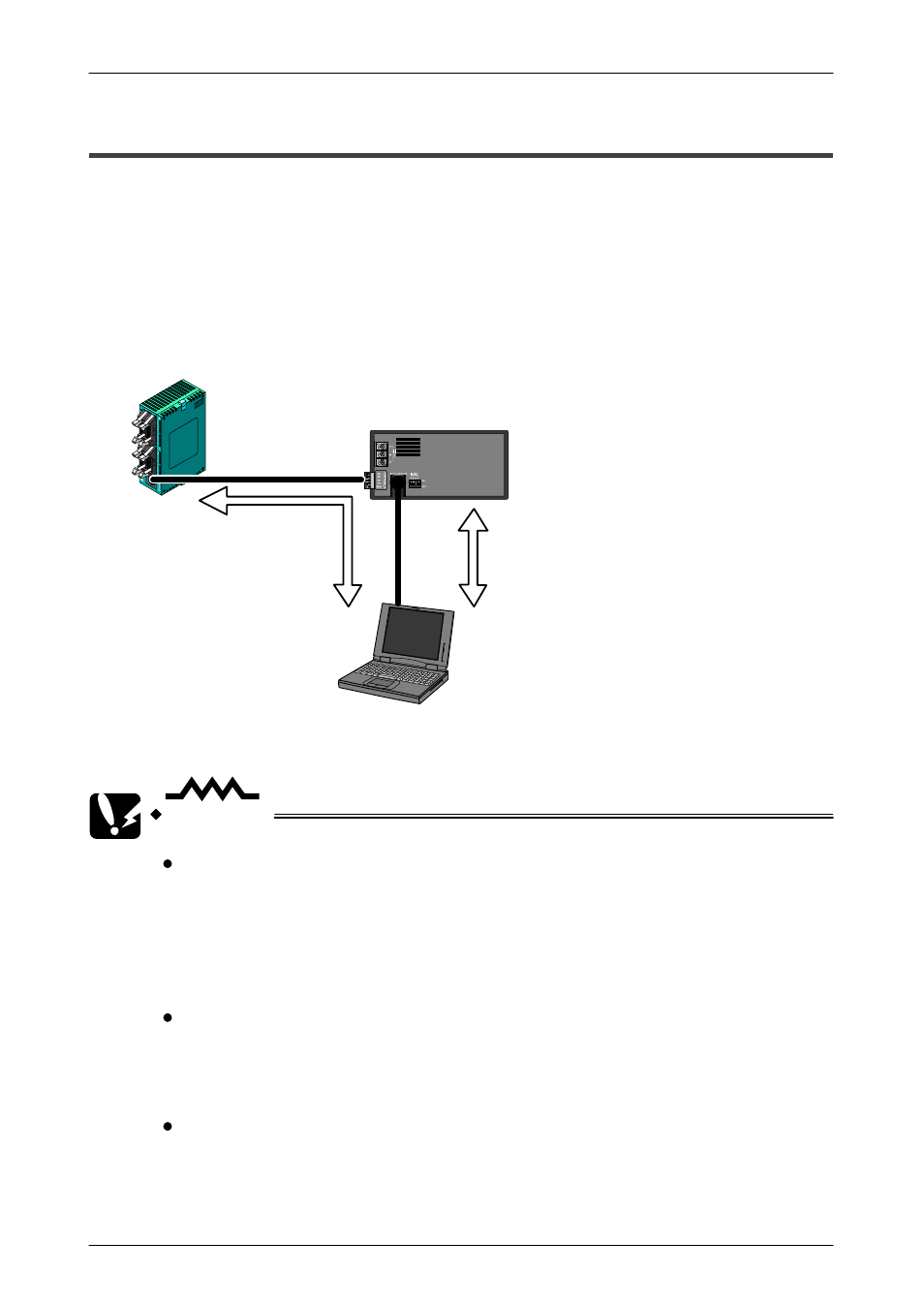
With the GT series, communication can be set to take place automatically between the
COM. and TOOL ports in a “through function”. When the FP series tool software
installed in the computer connected to the GT series as shown below is booted, PLC
programs can be edited through the GT series.
The through function does not require any special settings, and is always in the standby
mode.
PLC
GT10/GT30
Connected by cable
to the COM. port or
TOOL port of the PLC
Screen
transfer
cable
AFC8513
Screen data
being sent
and received
Screen creation tool GTWIN
FP series programming tool
FPWIN Pro or FPWIN GR
Personal computer
FPWIN Pro or FPWIN GR are booted
on the computer being used to edit the
GT series screens, and the PLC pro-
grams can be edited and monitored via
the GT series.
PLC debugging
CAUTION
Precautions when using the through function
The system should be set up so that the interval for communication
retries in the FP series software (FPWIN Pro or FPWIN GR) (A) is
larger than that of the GT10 COM. port (B), meaning (A) > (B). If the
system is set up so that A = B or A < B, the through function will not
work properly.
Restrictions on COM. port connections
If the GT series is connected to the COM. port of the PLC, please be
aware that some functions cannot be used, such as rewriting in the
RUN mode in FPWIN Pro or FPWIN GR.
Precautions when connecting the FP Programmer II to the TOOL
port
If the FP Programmer II is connected to the TOOL port of the GT
series, the operating voltage of the GT series should be set to 25V
DC or less. Also, the GT series should not be left connected to the