Bearing preload – Grizzly G0509 User Manual
Page 51
G0509 & G0509G 16" x 40" Lathe
-49-
figure 66. spanner wrench diagram.
bearing preload
this lathe is shipped from the factory with the
spindle bearing preload adjusted. if the spindle
ever develops a bit of end-play and the workpiece
finish suffers, you can adjust the bearing pre-
load to remove the end-play and improve the
workpiece finish.
Adjusting the bearing preload requires using a
spanner wrench or a punch and hammer. you
can either purchase the spanner wrench at a tool
store or fabricate one, using the diagram shown
below in
figure 66.
to adjust the preload:
1. run the lathe for 20 minutes on high speed
to bring the lathe to normal operating
temperature.
2. disConnECt thE lAthE FroM thE
poWEr sourCE!
3. remove the chuck, shift the spindle to
neutral, then remove the lathe end cover to
expose the outboard spindle and spanner nut
(
figure 67).
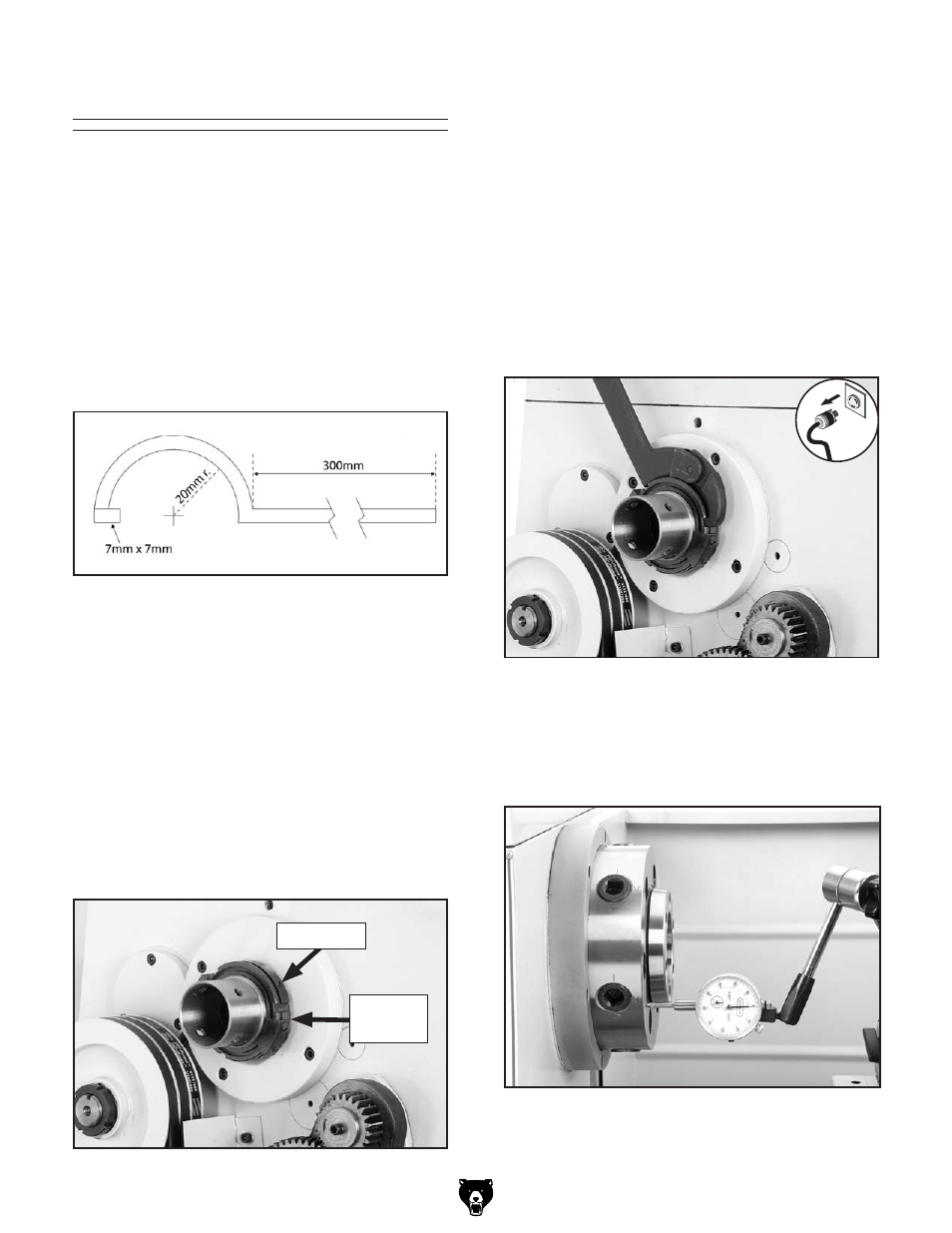
figure 67. outboard spindle/spanner nut.
figure 68. loosening outboard spanner nut.
4. using a 3mm hex wrench, remove the spanner
nut locking set screw (
figure 67).
5. place the chuck key in the cam-lock socket to
keep the spindle from rotating.
6. using a spanner wrench, or hammer-and-
punch, loosen the spanner lock nut (
figure
68) counterclockwise three turns.
note: You may have to tap on the outboard
spindle tube as explained in
Step 13 to help
unload the spindle and break the spanner nut
loose.
figure 69. dial indicator setup.
7. place a dial indicator on the cross slide and
move the carriage toward the headstock until
the contact point of the indicator touches the
spindle face (
figure 69).
set screw
spanner
nut