Notice, Gap removal – Grizzly G0509 User Manual
Page 26
-24-
G0509 & G0509G 16" x 40" Lathe
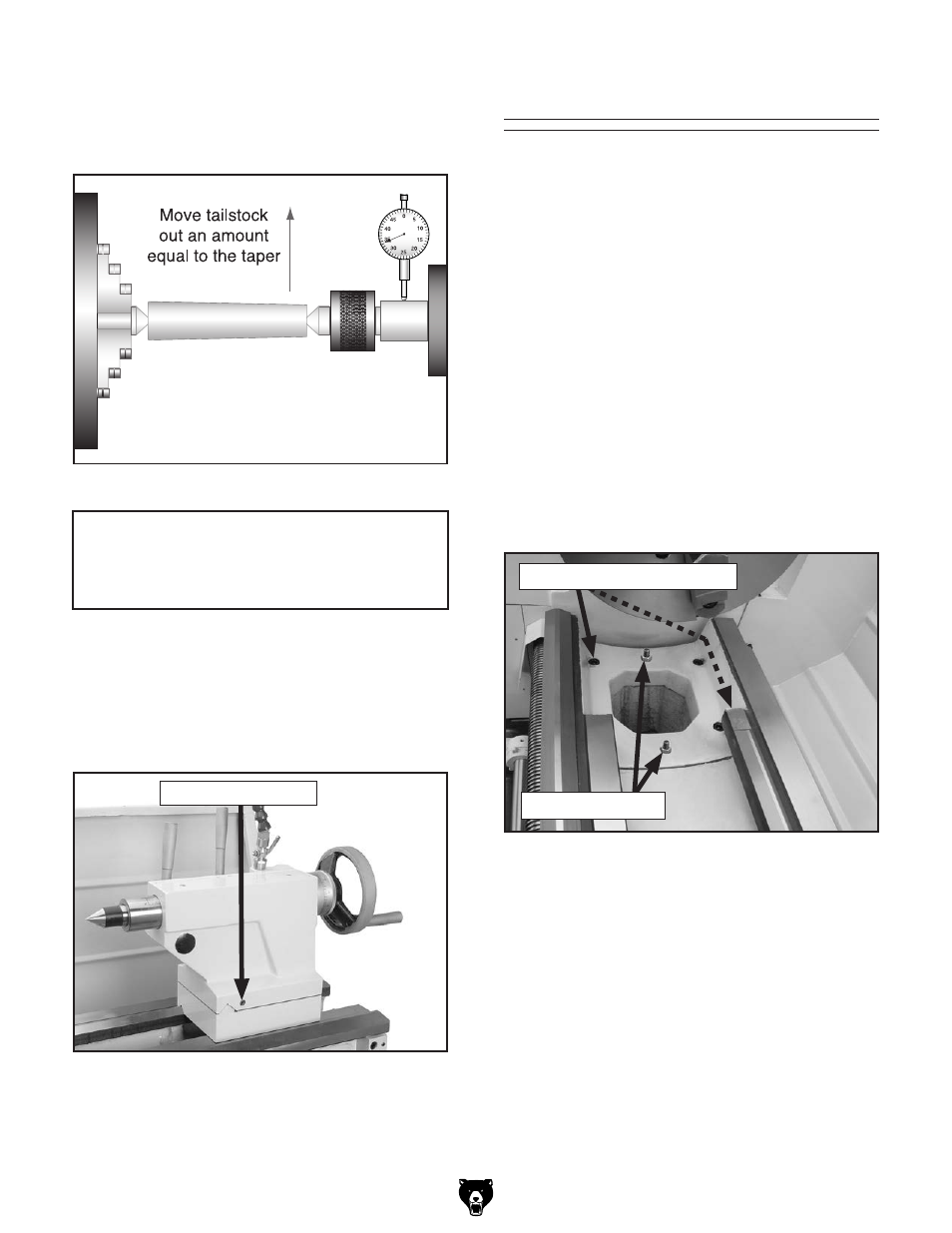
8. loosen the tailstock lock lever and adjust the
tailstock offset by the amount of the taper
by turning the adjustment set screw (
figure
17). turn another 0.010'' off of the stock and
check for taper. repeat as necessary until
the desired amount of accuracy is achieved.
— if the stock is thinner at the tailstock end,
the tailstock needs to be moved away from
the operator by at least the amount of the
taper (
figure 16).
figure 16. Adjusting for tailstock end taper.
looking down from above.
figure 17. tailstock adjustment locations.
NOTICE
do not forget to lock the tailstock to the
ways after each adjustment.
Adjustment screw
gap removal
your lathe has a gap section below the spindle
that can be removed for turning large diameter
parts. this gap was installed, then ground at the
factory during lathe assembly for precise fit and
alignment. Factors during original lathe assem-
bly apply additional forces to the gap; therefore,
replacing the gap to the original position will be
very difficult.
We don't recommend removing
the gap. if removed for turning large diameter
parts, reinstallation to exact factory alignment
is nearly impossible. the only option is to
then leave the gap out and lose carriage travel
near the chuck.
to remove the gap:
1. remove the four cap screws from the bottom
of the gap and two from the ends of the ways
(see
figure 18).
2. using a 14mm wrench, tighten the jack nuts
to draw the pins up and out of the gap piece.
figure 18.
3. tap the outside of the gap with a dead blow
hammer to loosen, and remove the gap sec-
tion.
figure 18. lathe gap and pin arrangement.
Bed and Way Cap screws
Jack nut and pin