Cycle parameters – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming User Manual
Page 85
HEIDENHAIN TNC 620
85
3.1
0
SINGLE-LIP D
.H.DRLNG (Cy
c
le 241, DIN/ISO: G241, A
d
v
a
nced
Pr
ogr
amming F
e
at
ur
es Sof
tw
a
re
Option)
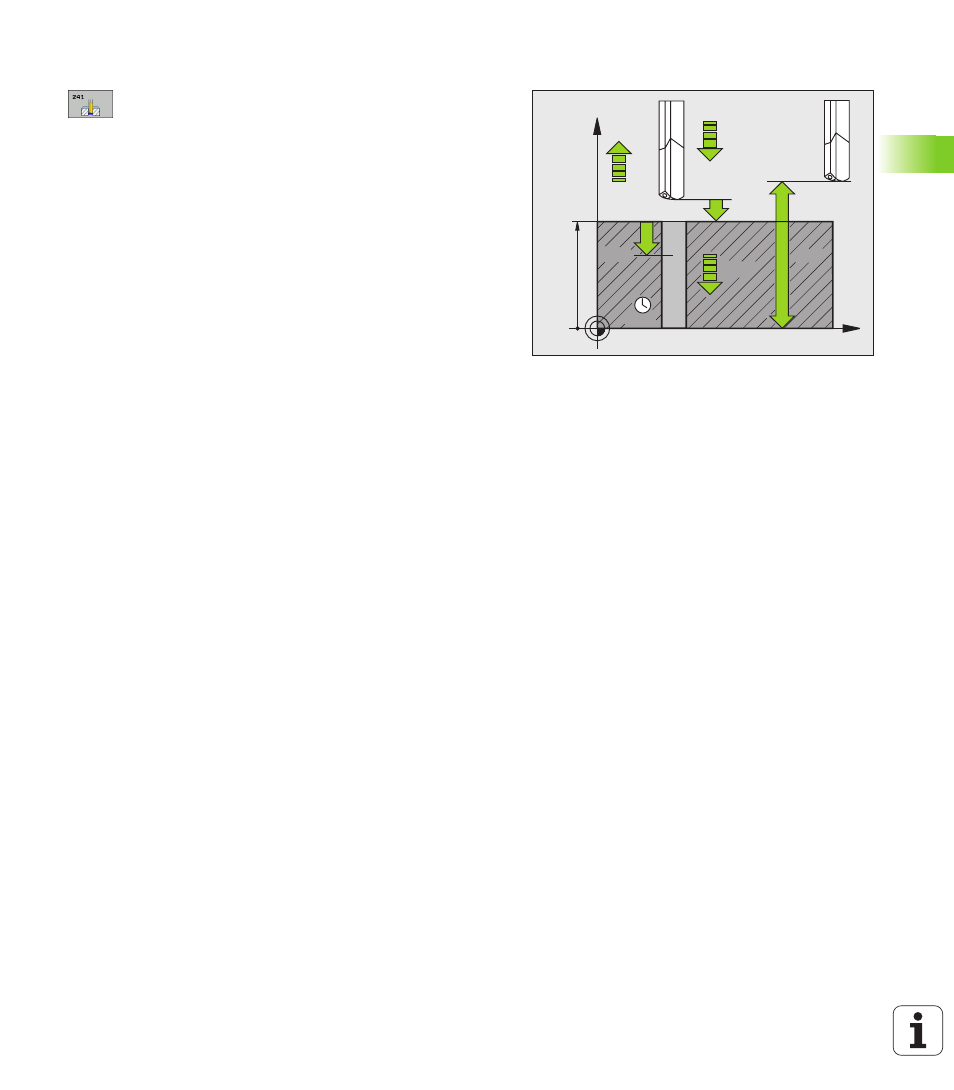
Cycle parameters
U
Setup clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999
U
Depth Q201 (incremental): Distance between
workpiece surface and bottom of hole. Input range:
-99999.9999 to 99999.9999
U
Feed rate for plunging Q206: Traversing speed of
the tool during drilling in mm/min. Input range: 0 to
99999.999; alternatively FAUTO, FU.
U
Dwell time at depth Q211: Time in seconds that the
tool remains at the hole bottom. Input range 0 to
3600.0000
U
Workpiece surface coordinate Q203 (absolute):
Coordinate of the workpiece surface. Input range:
-99999.9999 to 99999.9999
U
2nd setup clearance Q204 (incremental): Coordinate
in the spindle axis at which no collision between tool
and workpiece (fixtures) can occur. Input range 0 to
99999.9999
U
Deepened starting point Q379 (incremental with
respect to the workpiece surface): Starting position
for actual drilling operation. The TNC moves at the
feed rate for pre-positioning from the setup
clearance to the deepened starting point. Input range
0 to 99999.9999
U
Feed rate for pre-positioning Q253: Traversing
velocity of the tool during positioning from the setup
clearance to the deepened starting point in mm/min.
Effective only if Q379 is entered not equal to 0. Input
range 0 to 99999.999, alternatively FMAX, FAUTO
U
Retraction feed rate Q208: Traversing speed of the
tool in mm/min when retracting from the hole. If you
enter Q208 = 0, the TNC retracts the tool at the feed
rate in Q206. Input range 0 to 99999.999, alternatively
FMAX, FAUTO
X
Z
Q200
Q201
Q253
Q203
Q204
Q211
Q208
Q206
Q379