Please note while programming, Cycle parameters, Reset – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming User Manual
Page 259
HEIDENHAIN TNC 620
259
1
1
.9 W
O
RKING PLANE (Cy
c
le 1
9
, DIN/ISO: G80, Sof
tw
a
re
Option 1)
Please note while programming:
Cycle parameters
U
Rotary axis and tilt angle?: Enter the axes of rotation
together with the associated tilt angles. The rotary
axes A, B and C are programmed using soft keys.
Input range: -360.000 to 360.000
If the TNC automatically positions the rotary axes, you can enter the
following parameters:
U
Feed rate? F=: Traverse speed of the rotary axis
during automatic positioning. Input range: 0 to
99999.999
U
Setup clearance? (incremental): The TNC positions
the tilting head so that the position that results from
the extension of the tool by the setup clearance
does not change relative to the workpiece. Input
range: 0 to 99999.9999
Reset
To cancel the tilt angle, redefine the WORKING PLANE cycle and enter
an angular value of 0° for all axes of rotation. You must then program
the WORKING PLANE cycle once again by answering the dialog
question with the NO ENT key to disable the function.
The functions for tilting the working plane are interfaced to
the TNC and the machine tool by the machine tool builder.
With some swivel heads and tilting tables, the machine
tool builder determines whether the entered angles are
interpreted as coordinates of the rotary axes or as
mathematical angles of a tilted plane. Refer to your
machine tool manual.
Because nonprogrammed rotary axis values are
interpreted as unchanged, you should always define all
three spatial angles, even if one or more angles are at zero.
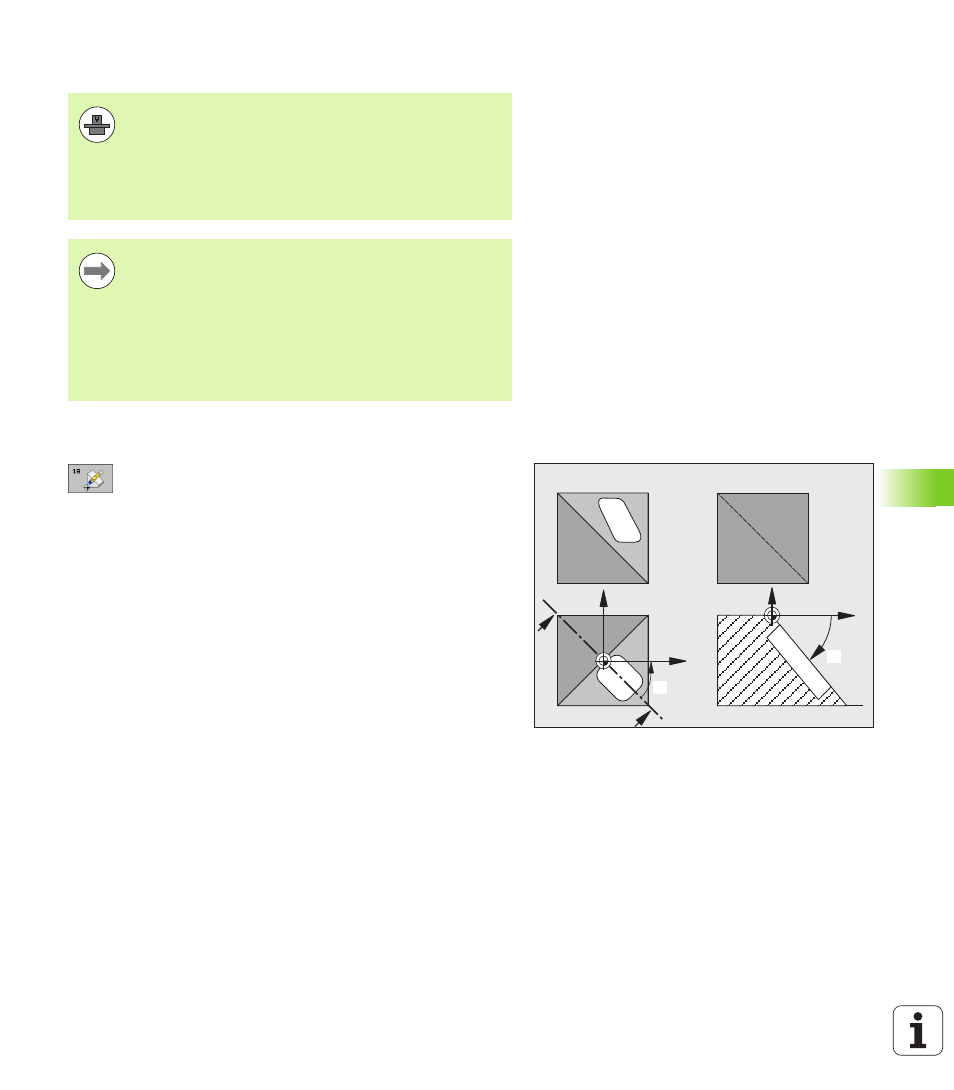
The working plane is always tilted around the active
datum.
If you use Cycle 19 when M120 is active, the TNC
automatically rescinds the radius compensation, which
also rescinds the M120 function.
Z
S
S
S-S
X
B
Y
X
C