Cycle run – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming User Manual
Page 303
HEIDENHAIN TNC 620
303
14.7 Compensating W
o
rk
piece Misa
lignm
ent b
y
Rota
ting the C Ax
is
(Cy
c
le
405, DIN/ISO: G405)
14.7 Compensating Workpiece
Misalignment by Rotating the C Axis
(Cycle 405, DIN/ISO: G405)
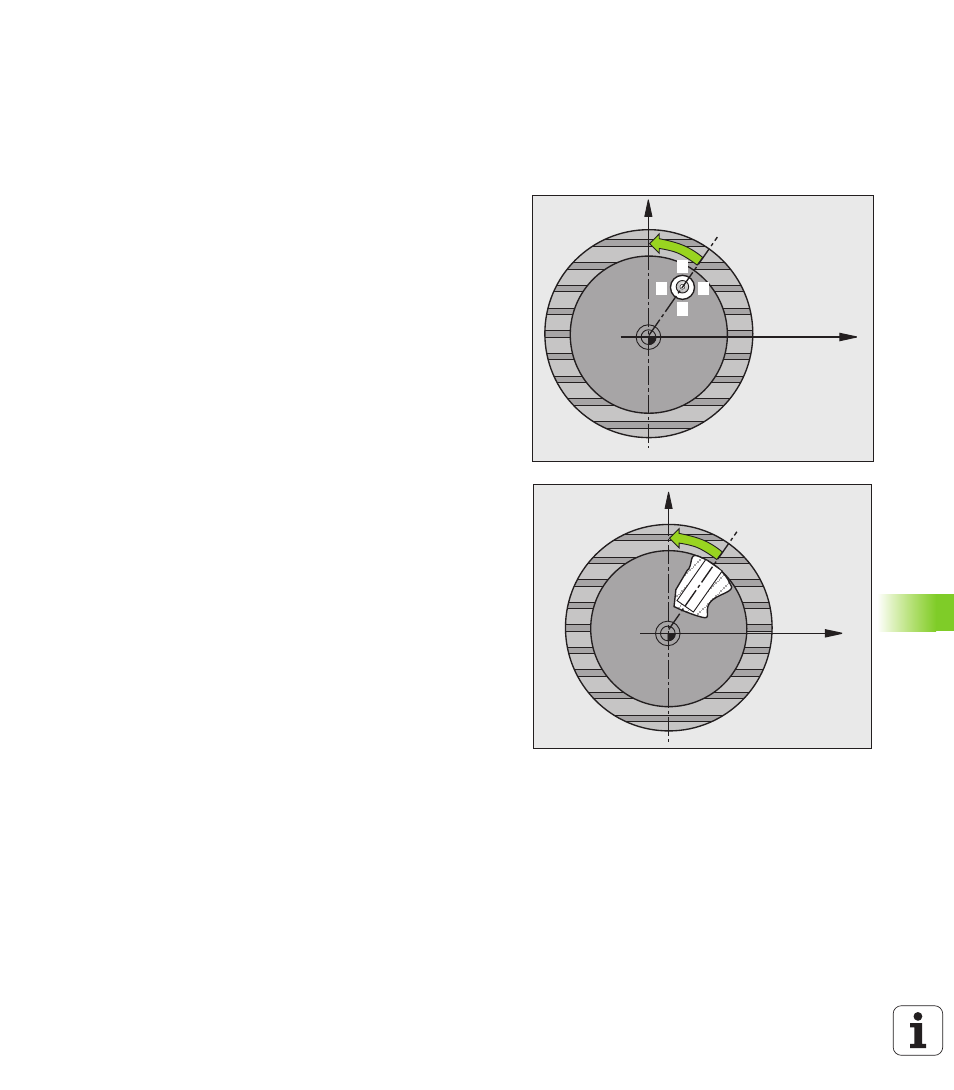
Cycle run
With Touch Probe Cycle 405, you can measure
the angular offset between the positive Y axis of the active
coordinate system and the center of a hole, or
the angular offset between the nominal position and the actual
position of a hole center.
The TNC compensates the determined angular offset by rotating the
C axis. The workpiece can be clamped in any position on the rotary
table, but the Y coordinate of the hole must be positive. If you
measure the angular misalignment of the hole with touch probe axis Y
(horizontal position of the hole), it may be necessary to execute the
cycle more than once because the measuring strategy causes an
inaccuracy of approx. 1% of the misalignment.
1
The TNC positions the touch probe to the starting point
1
at rapid
traverse (value from FMAX column) following the positioning logic
(see “Executing touch probe cycles” on page283). The TNC
calculates the touch points from the data in the cycle and the
safety clearance from the SET_UP column of the touch probe
table.
2
Then the touch probe moves to the entered measuring height and
probes the first touch point at the probing feed rate (column F). The
TNC derives the probing direction automatically from the
programmed starting angle.
3
Then the touch probe moves in a circular arc either at measuring
height or at clearance height to the next starting point
2
and probes
the second touch point.
4
The TNC positions the probe to starting point
3
and then to starting
point
4
to probe the third and fourth touch points and positions the
touch probe on the hole centers measured.
5
Finally the TNC returns the touch probe to the clearance height and
aligns the workpiece by rotating the table. The TNC rotates the
rotary table so that the hole center after compensation lies in the
direction of the positive Y axis, or on the nominal position of the
hole center—both with a vertical and horizontal touch probe axis.
The measured angular misalignment is also available in parameter
Q150.
X
Y
1
2
4
3
X
Y