Cycle parameters – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming User Manual
Page 177
HEIDENHAIN TNC 620
177
7.
4 CONT
OUR D
A
T
A
(Cy
c
le 20, DIN/
ISO: G120, A
d
v
a
nced Pr
ogr
a
mming
F
e
at
ur
es Sof
tw
a
re
Option)
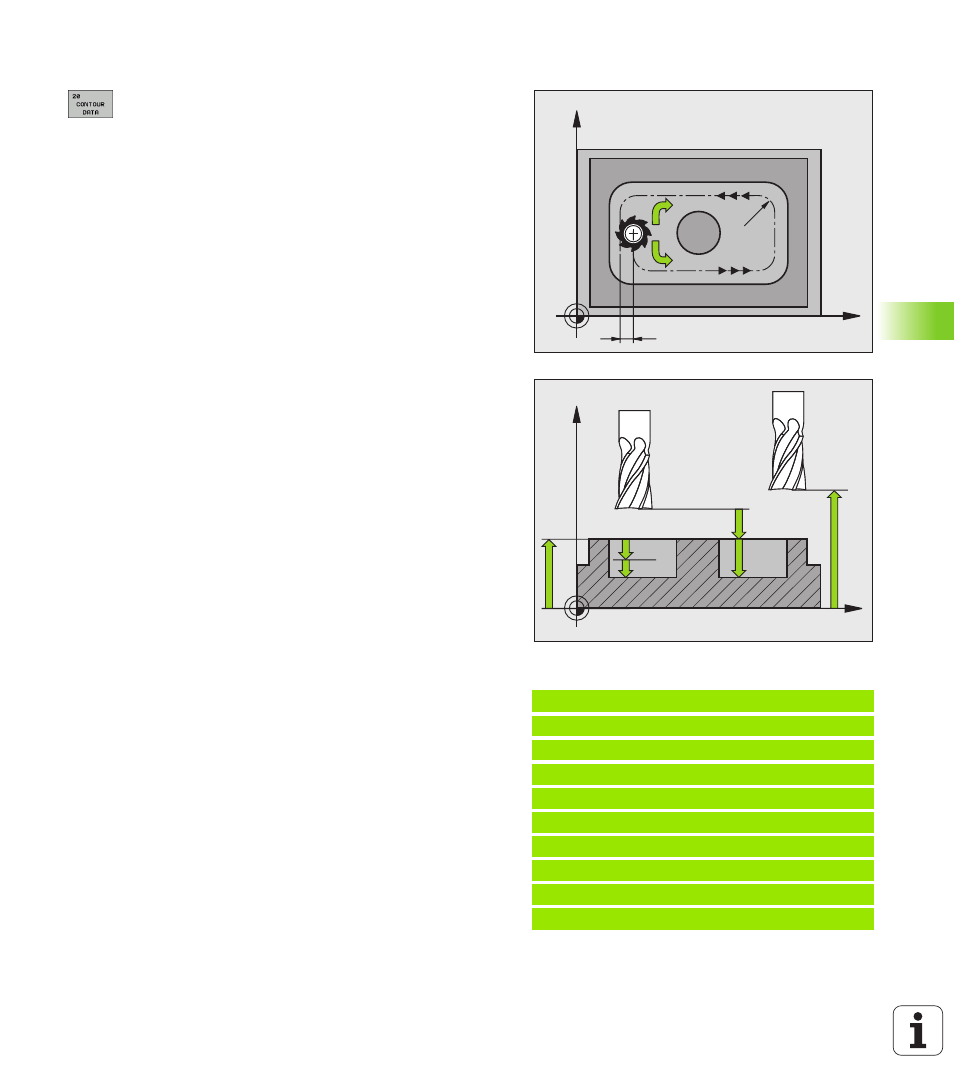
Cycle parameters
U
Milling depth Q1 (incremental): Distance between
workpiece surface and bottom of pocket. Input range
-99999.9999 to 99999.9999
U
Path overlap factor Q2: Q2 x tool radius = stepover
factor k. Input range -0.0001 to 1.9999.
U
Finishing allowance for side Q3 (incremental):
Finishing allowance in the working plane. Input range:
-99999.9999 to 99999.9999
U
Finishing allowance for floor Q4 (incremental):
Finishing allowance in the tool axis. Input range
-99999.9999 to 99999.9999
U
Workpiece surface coordinate Q5 (absolute):
Absolute coordinate of the workpiece surface. Input
range -99999.9999 to 99999.9999
U
Setup clearance Q6 (incremental): Distance between
tool tip and workpiece surface. Input range 0 to
99999.9999
U
Clearance height Q7 (absolute): Absolute height at
which the tool cannot collide with the workpiece (for
intermediate positioning and retraction at the end of
the cycle). Input range -99999.9999 to 99999.9999
U
Inside corner radius Q8: Inside “corner” rounding
radius; entered value is referenced to the path of the
tool center. Q8 is not a radius that is inserted as a
separate contour element between programmed
elements!Input range 0 to 99999.9999
U
Direction of rotation? Q9: Machining direction for
pockets.
Q9 = –1 up-cut milling for pocket and island
Q9 = +1 climb milling for pocket and island
You can check the machining parameters during a program
interruption and overwrite them if required.
Example: NC blocks
57 CYCL DEF 20 CONTOUR DATA
Q1=-20
;MILLING DEPTH
Q2=1
;TOOL PATH OVERLAP
Q3=+0.2
;ALLOWANCE FOR SIDE
Q4=+0.1
;ALLOWANCE FOR FLOOR
Q5=+30
;SURFACE COORDINATE
Q6=2
;SETUP CLEARANCE
Q7=+80
;CLEARANCE HEIGHT
Q8=0.5
;ROUNDING RADIUS
Q9=+1
;DIRECTION
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5