HEIDENHAIN TNC 620 (340 56x-02) Cycle programming User Manual
Page 153
HEIDENHAIN TNC 620
153
5.7 CIR
C
ULAR S
T
UD (Cy
c
le 257
, DIN/ISO: G257
, A
d
v
a
nced Pr
ogr
a
mming
F
e
at
ur
es Sof
tw
a
re
Option)
U
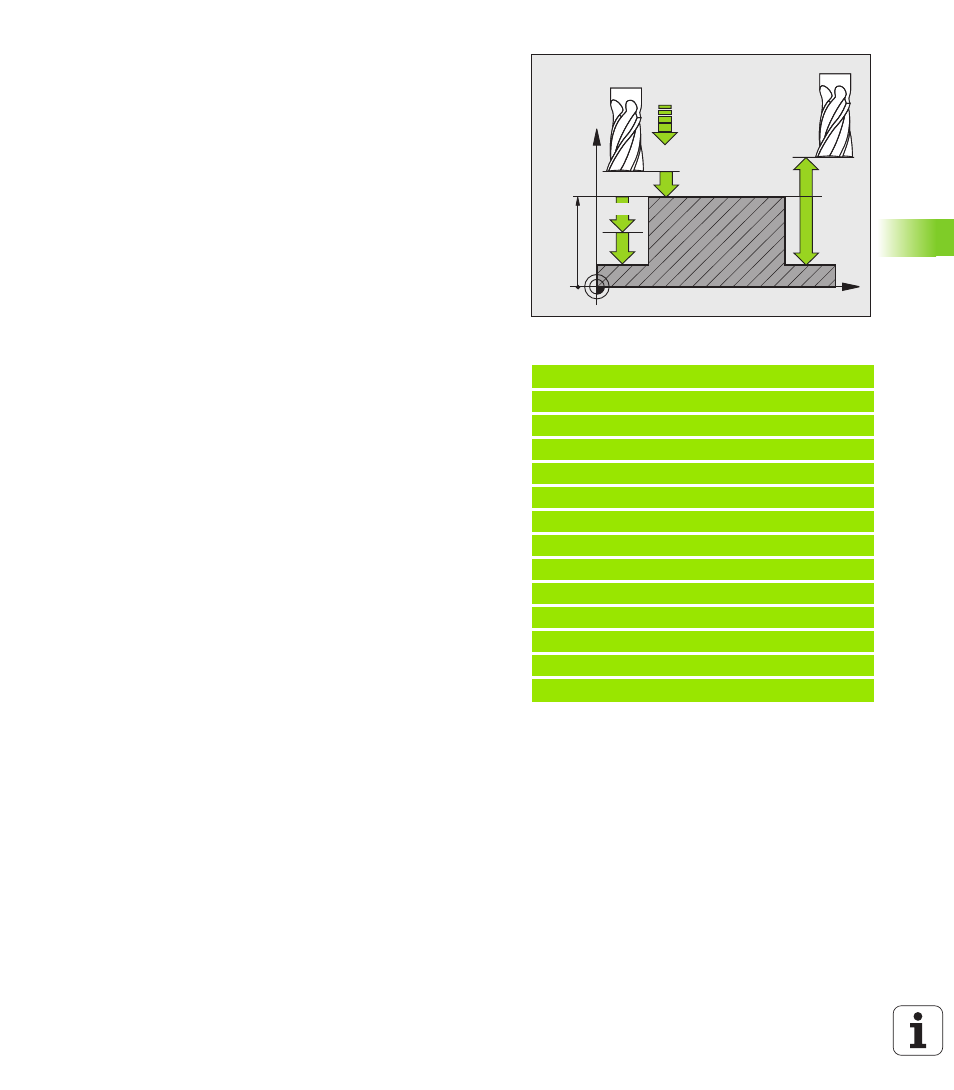
Depth Q201 (incremental): Distance between
workpiece surface and bottom of stud. Input range:
-99999.9999 to 99999.9999
U
Plunging depth Q202 (incremental): Infeed per cut.
Enter a value greater than 0. Input range 0 to
99999.9999
U
Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range: 0 to 99999.999; alternatively FMAX, FAUTO,
FU, FZ.
U
Setup clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999
U
Workpiece surface coordinate Q203 (absolute):
Absolute coordinate of the workpiece surface. Input
range -99999.9999 to 99999.9999
U
2nd setup clearance Q204 (incremental): Coordinate
in the spindle axis at which no collision between tool
and workpiece (fixtures) can occur. Input range 0 to
99999.9999
U
Path overlap factor Q370: Q370 x tool radius =
stepover factor k. Input range 0.1 to 1.9999.
Example: NC blocks
8 CYCL DEF 257 CIRCULAR STUD
Q223=60
;FINISHED PART DIA.
Q222=60
;WORKPIECE BLANK DIA.
Q368=0.2
;ALLOWANCE FOR SIDE
Q207=500
;FEED RATE FOR MILLING
Q351=+1
;CLIMB OR UP-CUT
Q201=-20
;DEPTH
Q202=5
;PLUNGING DEPTH
Q206=150
;FEED RATE FOR PLUNGING
Q200=2
;SETUP CLEARANCE
Q203=+0
;SURFACE COORDINATE
Q204=50
;2ND SETUP CLEARANCE
Q370=1
;TOOL PATH OVERLAP
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q201
Q206
Q203
Q204
Q202