Ultra-cut 400 xt – Tweco 400 XT Ultra-Cut Plasma Cutting System With Automated Gas Control User Manual
Page 129
ULTRA-CUT 400 XT
Manual 0-5306
APPENDIX
A-5
5
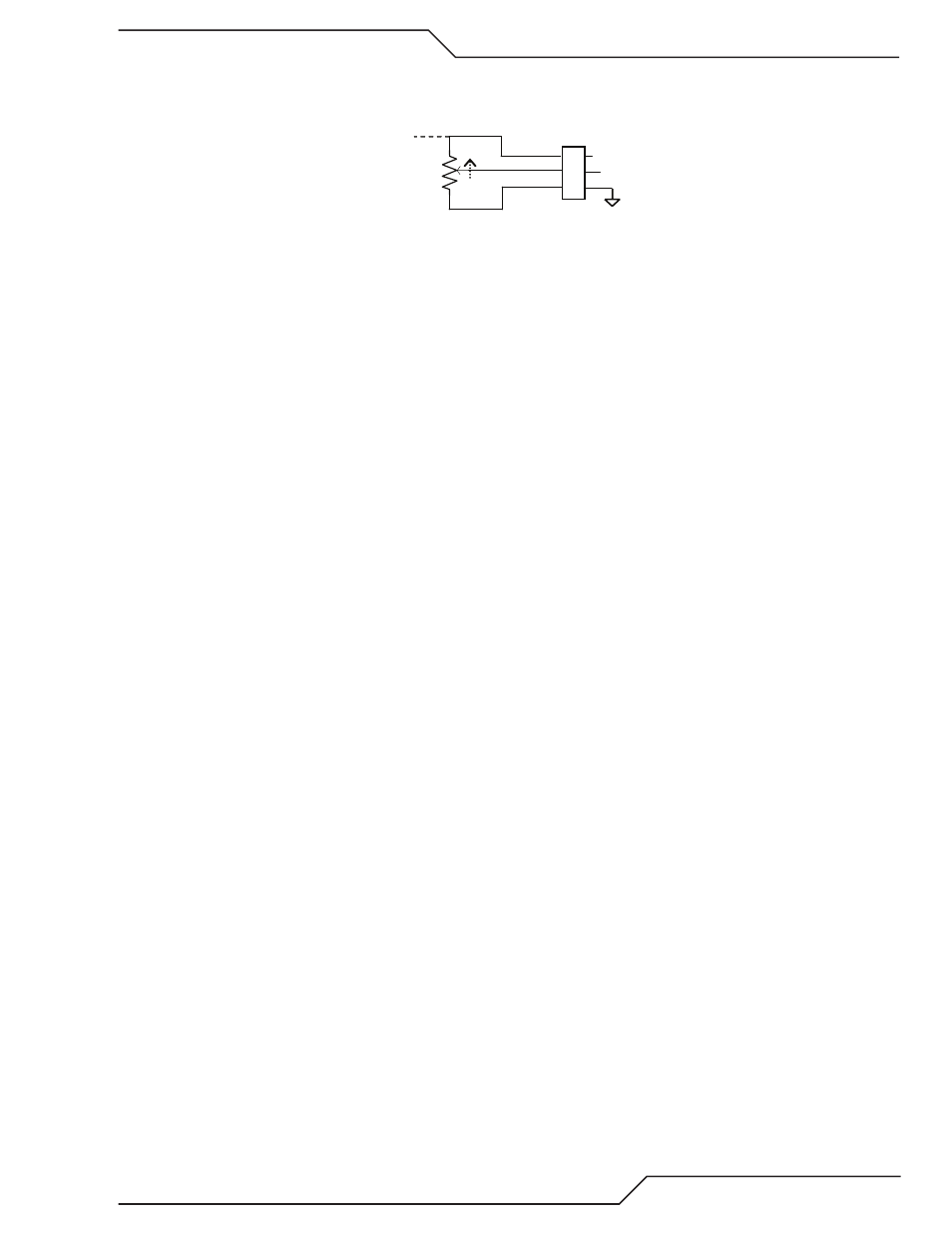
+10V @ 10ma. For Remote CC Pot – Previously CCM versions if one wanted to use a potentiometer for the Remote Analog
Current Control (CC) input an external 10 V supply was required for Pot High.. Now an isolated (from main plasma circuits) 10V
supply is provided. Recommended value of the pot is 5K or 10K.
Ext. +10V
11
10
9
TB1
+10V
WIPER
Art # A-09246
5
Plasma Marking Select (Remote) – Plasma Marking, available only with DFC 3000, may be activated with a contact closure
between TB3-1 & TB3-2 if SW8-4, DIP switch on the CPU board (smaller of the 2 CCM boards), is also on. Opening the con-
nection between TB3-1 & TB3-2 switched back to normal cutting mode. For Ultracut power supplies It is OK to leave SW8-4 on
whether you are marking or not.
The following functions may not yet be available on your system. *
*Corner Current Reduction (input)--- When activated, normally from a table controller’s corner or height control inhibit signal,
signaling that the cutting speed is being reduced to navigate a corner or small radius, the cutting current is reduced at a fixed
rate to a predetermined level to provide an improved cut at the lower speed.
*Cut Expanded Metal (input)---Normally the plasma supply is optimized for pierce cutting, high pierce height directly above
the metal to be cut, short pilot time, etc. Activating this input adjusts the plasma supply to optimize it’s parameters for cutting
expanded metal, perforated metal, running edge starting, etc. Among other changes the transfer height is reduced to same as
cut height. In addition to activating the Cut Expanded Metal input CCM switch SW1-1 should be turned on automatically restart
the pilot and SW8-1 set on for longer pilot time.
*Spare contacts --- .