Figure 2.2.4 tightening the clasp nut – Vaisala HMP228 User Manual
Page 11
HMP228
M210282en-A
Operating Manual
5
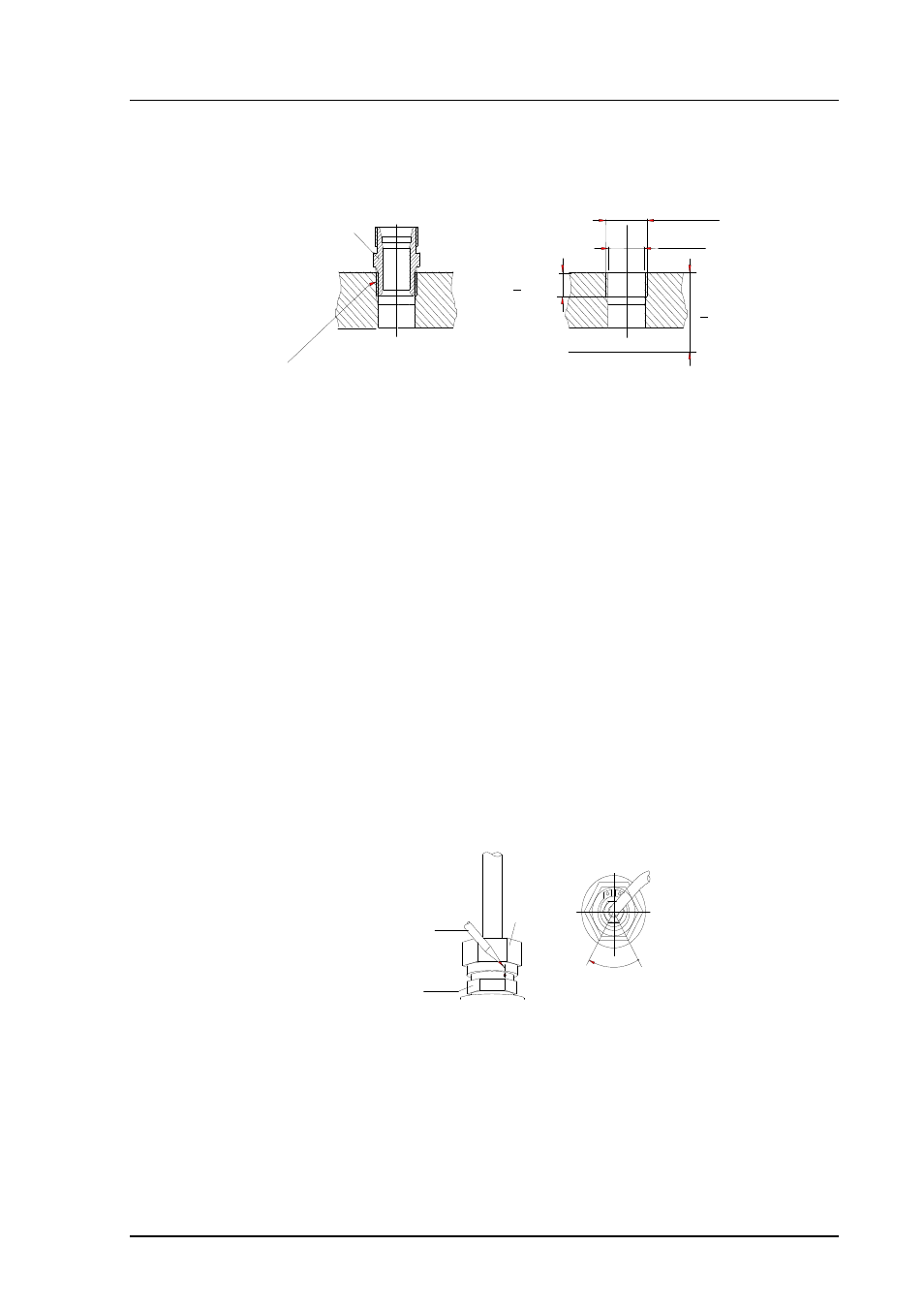
>10.5mm
fitting body
hex = 24mm
tapered thread
R1/2 ISO 7/1
ø19mm drilling
sealing with:
1. LOCTITE® No 542 + activ. No 7649 (t=-55...+150 °C)
2. MEGA-PIPE EXTRA No 7188 (t=-55...+170 °C)
3. PTFE tape (t=-60...+210 °C) NOTE: the tape does not lock
the parts together. Therefore, use two fork spanners (hex 24 and
27 mm) for tightening and opening the clasp nut of the probe
parallel thread
G1/2 ISO 228/1
(BS 2779, JIS B0202)
>40mm
Process or pipe wall
Figure 2.2.3
Sealing and thread cutting for the fitting body
The fitting body can be installed e.g. on standard pipe fittings (G 1/2 ISO
228/1) or on a thread in the process wall. If the wall thickness is less than
10.5 mm, it is recommended to use a welded sleeve (see Figure 2.2.4). Note
that the minimum recommended distance of the fitting body and the probe
head is 40 mm (see Figure 2.2.3).
Adjust the probe to a suitable distance according to the type of installation and
tighten the clasp nut first manually; mark the fitting body and the clasp nut
and tighten the clasp nut a further 50 - 60 ° with a fork spanner (see Figure
2.2.4).
Pushing the probe head through the ball valve assembly. Open and close the
ball valve assembly with the marking groove always in sight. When the probe
has been pressed through, the nut is tightened 50 - 60 ° with a fork spanner
(hexacon 27 mm).
60°
p
ro
b
e
fitting body
clasp nut
max.
a pen
Figure 2.2.4
Tightening the clasp nut
NOTE
Be careful not to tighten the clasp nut more than 60
°
as this may result in difficulties when trying to pull
the probe head up.