Calibrating the effective length, 6 calibr a ting a 3-d t o uc h pr obe – HEIDENHAIN TNC 640 (34059x-01) ISO programming User Manual
Page 384
384
Manual Operation and Setup
13.6 Calibr
a
ting a 3-D T
o
uc
h Pr
obe
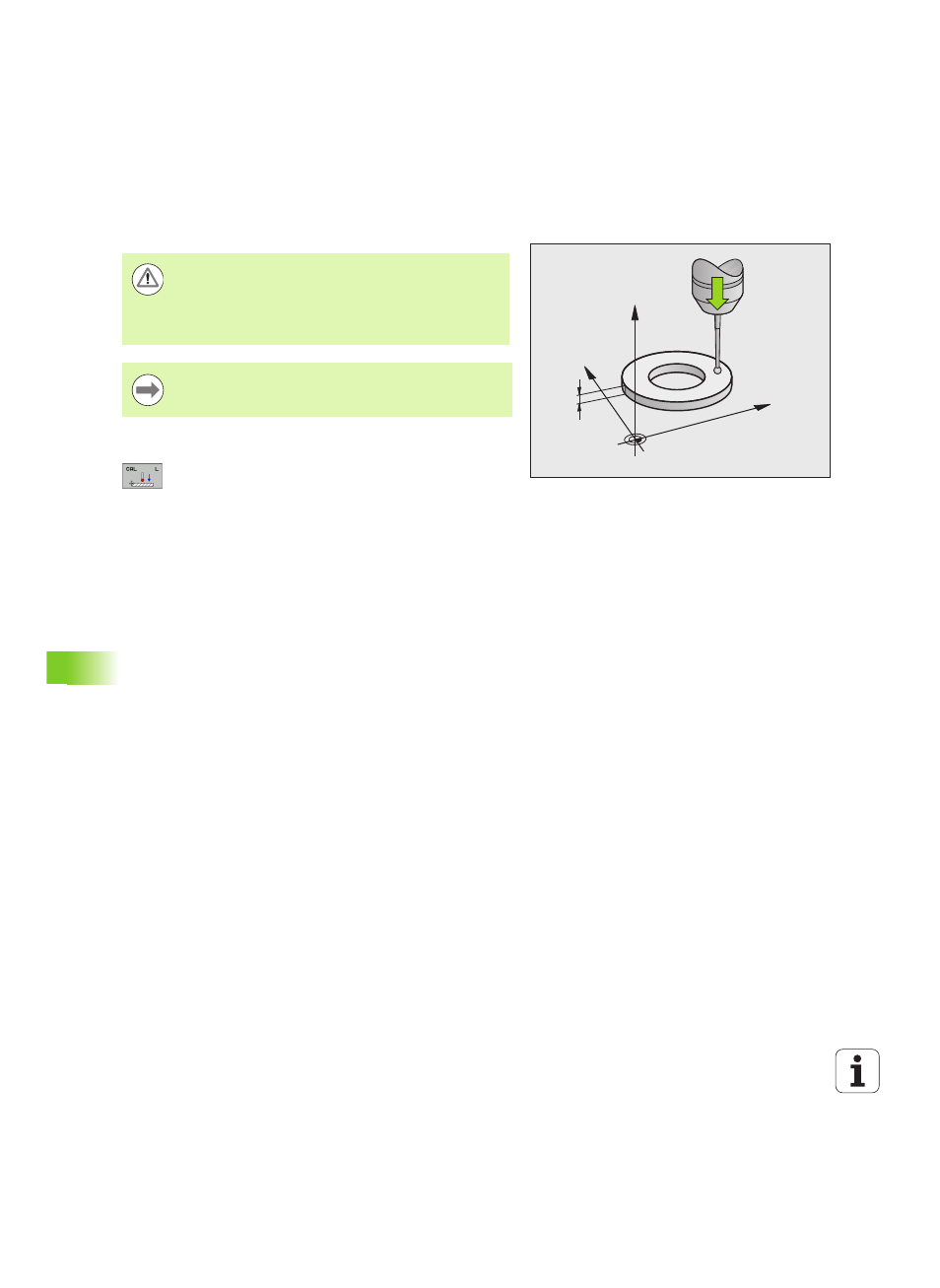
Calibrating the effective length
U
Set the datum in the spindle axis such that for the machine tool table
Z=0
U
To select the calibration function for the touch probe
length, press the TOUCH PROBE and CAL. L soft
keys. The TNC then displays a menu window with
four input fields
U
Enter the tool axis (with the axis key)
U
Datum
: Enter the height of the ring gauge
U
Effective ball radius
and Effective length do not
require input
U
Move the touch probe to a position just above the ring
gauge
U
To change the traverse direction (if necessary), press
a soft key or an arrow key
U
To probe the upper surface of the ring gauge, press
the machine START button
5
Y
X
Z
HEIDENHAIN only gives warranty for the function of the
probing cycles if HEIDENHAIN touch probes are used.
If you use probing functions in a tilted working plane, you
must set 3-D ROT to Active for the Manual Operation and
Automatic operating modes.
The effective length of the touch probe is always
referenced to the tool datum. The machine tool builder
usually defines the spindle tip as the tool datum.