1 principle and overview – HEIDENHAIN TNC 640 (34059x-01) ISO programming User Manual
Page 220
220
Programming: Q Parameters
8.1 Pr
inciple and Ov
erview
8.1 Principle and Overview
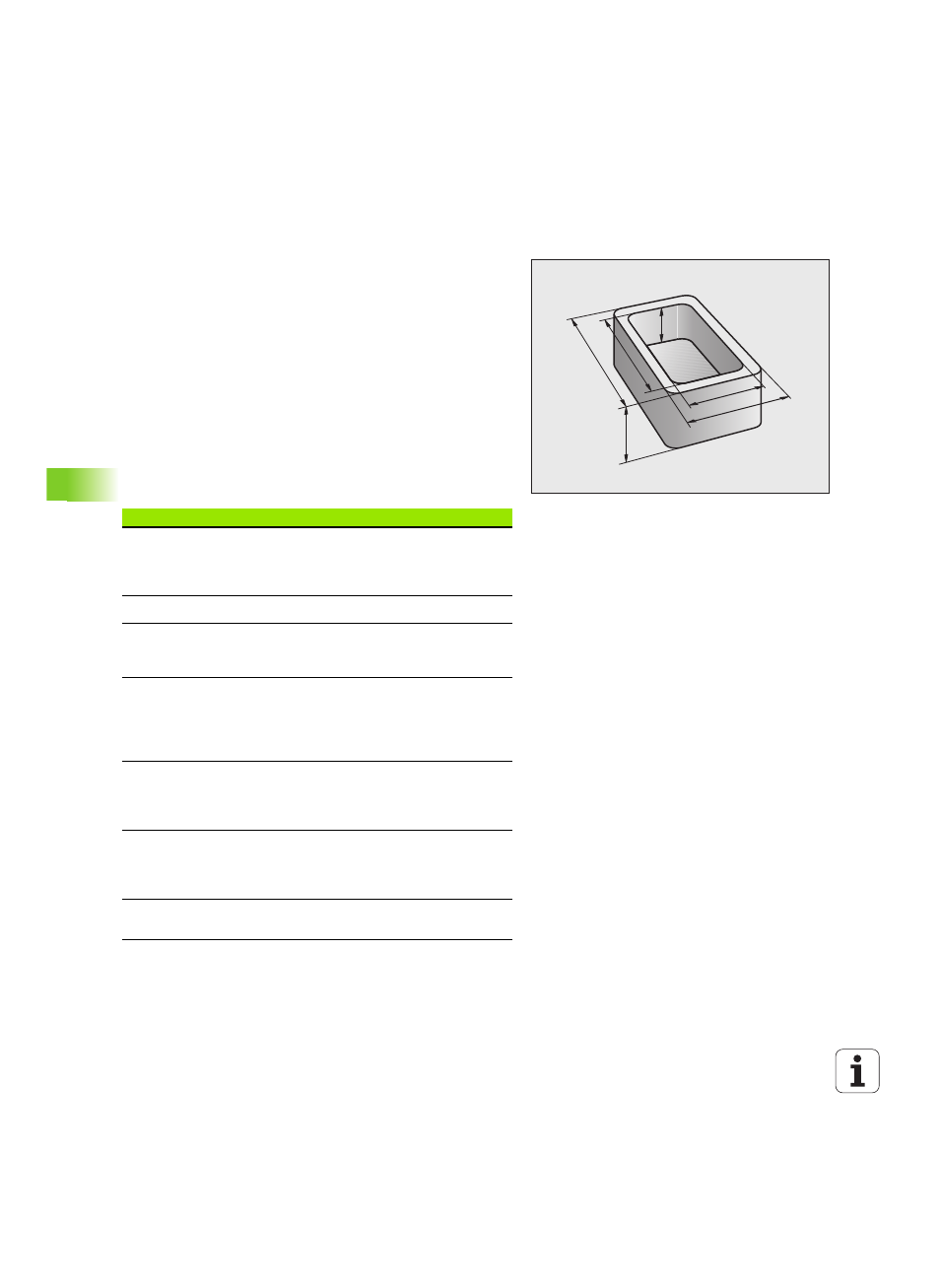
You can program entire families of parts in a single part program. You
do this by entering variables called Q parameters instead of fixed
numerical values.
Q parameters can represent information such as:
Coordinate values
Feed rates
Spindle speeds
Cycle data
Q parameters also enable you to program contours that are defined
with mathematical functions. You can also use Q parameters to make
the execution of machining steps depend on logical conditions.
Q parameters are designated by letters and a number between 0 and
1999. Parameters that take effect in different manners are available.
Please refer to the following table:
Q4
Q2
Q3
Q1
Q5
Q6
Meaning
Range
Freely applicable parameters, as long as no
overlapping with SL cycles can occur. They are
globally effective for all programs stored in the
TNC memory.
Q0
to Q99
Parameters for special TNC functions.
Q100
to Q199
Parameters that are primarily used for cycles;
they are globally effective for all programs stored
in the TNC memory.
Q200
to Q1199
Parameters that are primarily used for OEM
cycles, and are globally effective for all programs
stored in the TNC memory. This may require
coordination with the machine manufacturer or
supplier.
Q1200
to Q1399
Parameters that are primarily used for
call-active OEM cycles, and are globally
effective for all programs that are stored in the
TNC memory.
Q1400
to Q1499
Parameters that are primarily used for
Def-active OEM cycles, and are globally
effective for all programs that are stored in the
TNC memory.
Q1500
to Q1599
Freely applicable parameters, globally effective
for all programs stored in the TNC memory.
Q1600
to Q1999