Defining a single pattern – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 62
62
Using Fixed Cycles
2.3 P
a
tt
er
n Definition P
A
T
TERN DEF
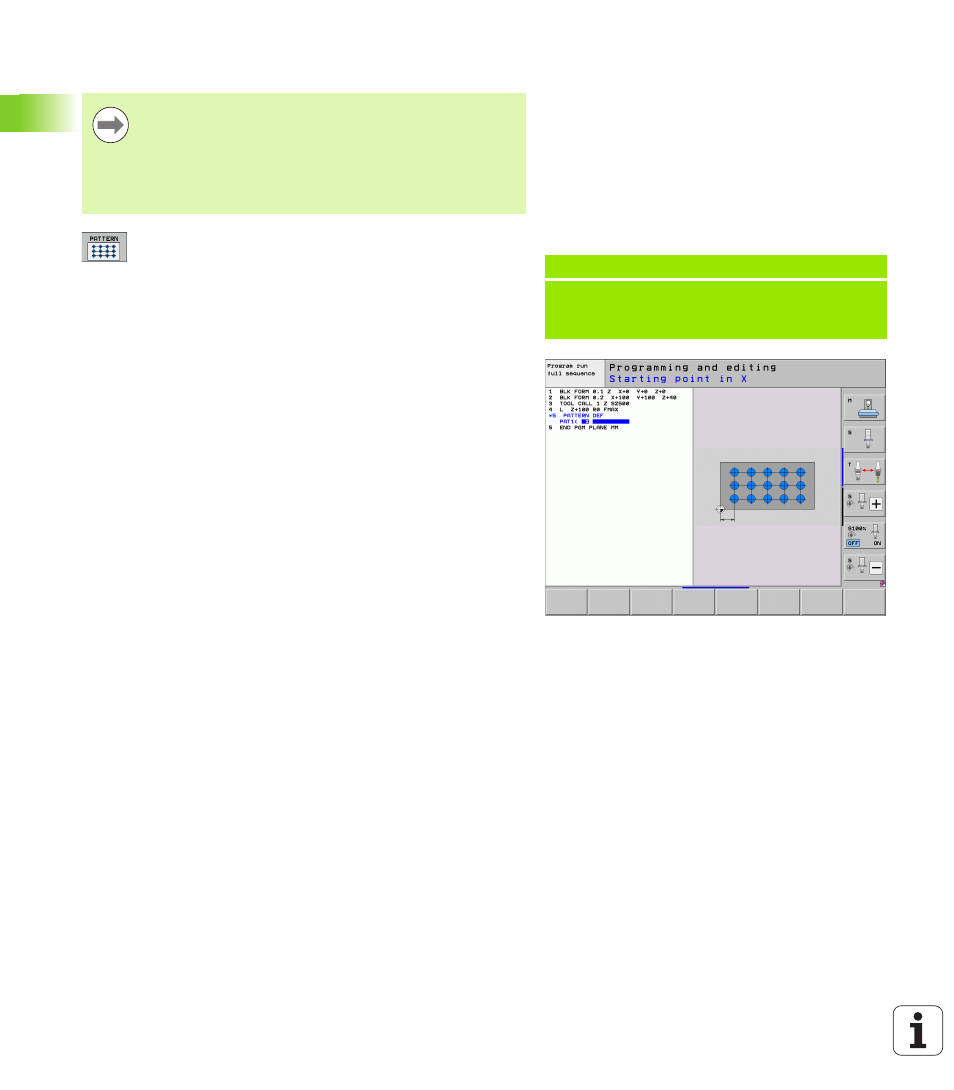
Defining a single pattern
U
Starting point in X
(absolute): Coordinate of the
starting point of the pattern in the X axis
U
Starting point in Y
(absolute): Coordinate of the
starting point of the pattern in the Y axis
U
Spacing of machining positions X (incremental)
:
Distance between the machining positions in the X
direction. You can enter a positive or negative value
U
Spacing of machining positions Y (incremental)
:
Distance between the machining positions in the Y
direction. You can enter a positive or negative value
U
Number of columns
: Total number of columns in the
pattern
U
Number of lines
: Total number of rows in the pattern
U
Rot. position of entire pattern (absolute)
: Angle
of rotation by which the entire pattern is rotated
around the entered starting point. Reference axis:
Major axis of the active machining plane (e.g. X for
tool axis Z). You can enter a positive or negative value
U
Rotary pos. ref. ax.
: Angle of rotation around which
only the principal axis of the machining plane is
distorted with respect to the entered starting point.
You can enter a positive or negative value
U
Rotary pos. minor ax.
: Angle of rotation around
which only the minor axis of the machining plane is
distorted with respect to the entered starting point.
You can enter a positive or negative value
U
Workpiece surface coordinate
(absolute): Enter Z
coordinate at which machining is to begin
If you have defined a workpiece surface in Z not equal to
0, then this value is effective in addition to the workpiece
surface Q203 that you defined in the machining cycle.
The Rotary pos. ref. ax. and Rotary pos. minor ax.
parameters are added to a previously performed rotated
position
of the entire pattern.
Example: NC blocks
10 L Z+100 R0 FMAX
11 PATTERN DEF
PAT1 (X+25 Y+33.5 DX+8 DY+10 NUMX5
NUMY4 ROT+0 ROTX+0 ROTY+0 Z+0)