Cycle run – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 373
HEIDENHAIN iTNC 530
373
15.9 D
A
TUM FR
OM INSIDE OF CORNER (Cy
c
le 415, DIN/ISO: G415)
15.9 DATUM FROM INSIDE OF
CORNER (Cycle 415, DIN/ISO:
G415)
Cycle run
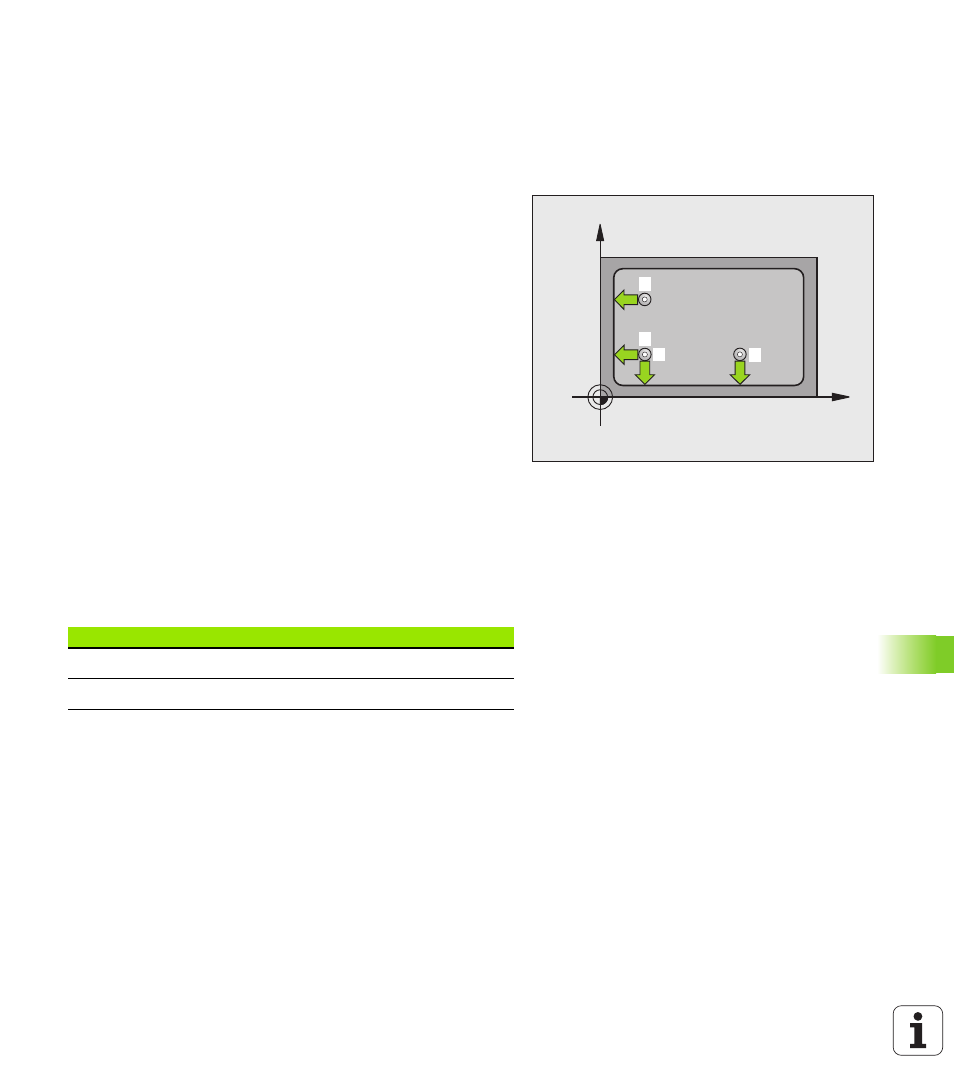
Touch Probe Cycle 415 finds the intersection of two lines and defines
it as the datum. If desired, the TNC can also enter the intersection into
a datum table or preset table.
1
Following the positioning logic (see “Executing touch probe
cycles” on page 318), the TNC positions the touch probe at rapid
traverse (value from MP6150) to the first touch point
1
(see figure
at upper right) that you have defined in the cycle. The TNC offsets
the touch probe by the safety clearance in the direction opposite
the respective traverse direction.
2
Then the touch probe moves to the entered measuring height and
probes the first touch point at the probing feed rate (MP6120). The
probing direction is derived from the number by which you identify
the corner.
3
Then the touch probe moves to the next starting position
2
and
probes the second position.
4
The TNC positions the probe to starting point
3
and then to starting
point
4
to probe the third and fourth touch points.
5
Finally the TNC returns the touch probe to the clearance height and
processes the determined datum depending on the cycle
parameters Q303 and Q305 (see “Saving the calculated datum”
on page 344) and saves the coordinates of the determined corner
in the Q parameters listed below
6
If desired, the TNC subsequently measures the datum in the touch
probe axis in a separate probing.
X
Y
1
2
3
4
Parameter number
Meaning
Q151
Actual value of corner in reference axis
Q152
Actual value of corner in minor axis