4 ruled surface (cycle 231, din/iso: g231), Cycle run – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 259
HEIDENHAIN iTNC 530
259
1
0
.4 RULED SURF
A
C
E (Cy
c
le 231, DIN/ISO: G231)
10.4 RULED SURFACE (Cycle 231,
DIN/ISO: G231)
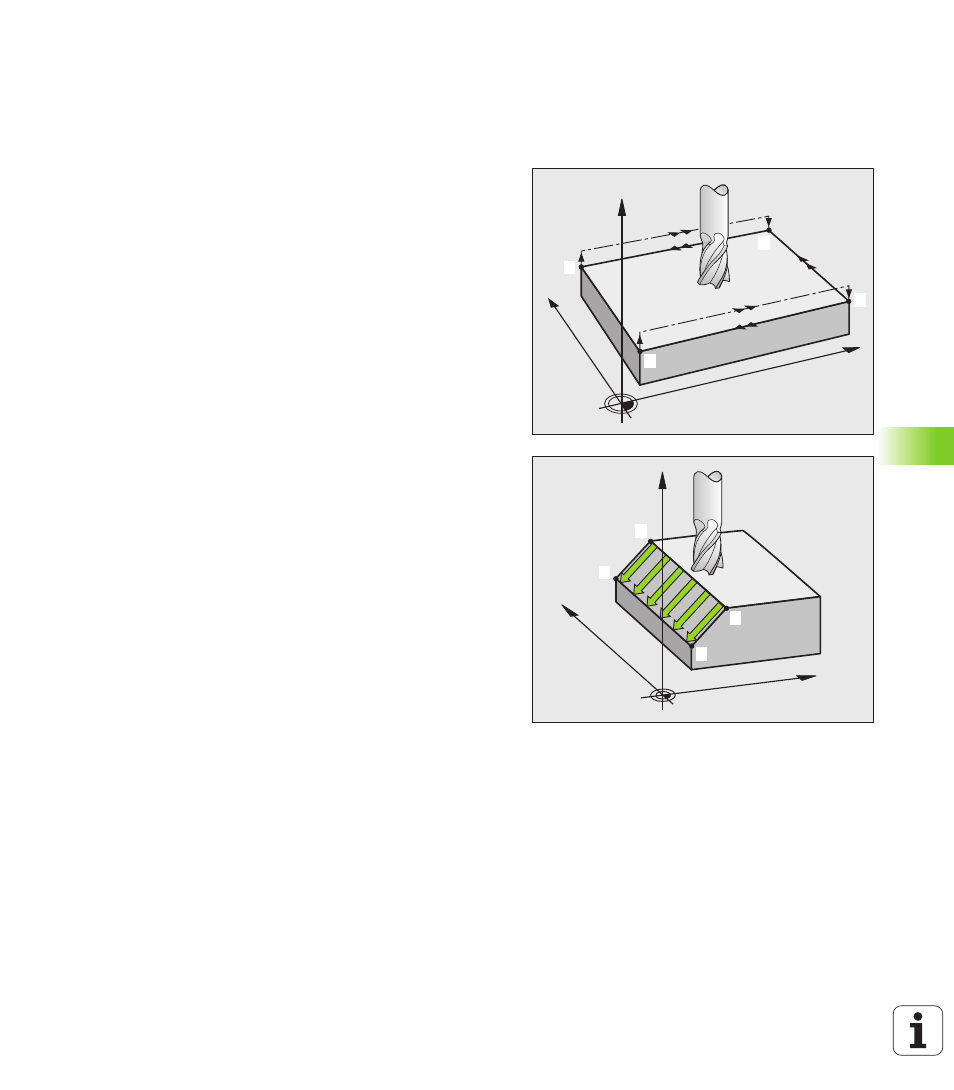
Cycle run
1
From the current position, the TNC positions the tool in a linear 3-D
movement to the starting point
1
.
2
The tool subsequently advances to the stopping point
2
at the feed
rate for milling.
3
From this point, the tool moves at rapid traverse FMAX by the tool
diameter in the positive tool axis direction, and then back to
starting point
1
.
4
At the starting point
1
the TNC moves the tool back to the last
traversed Z value.
5
Then the TNC moves the tool in all three axes from point
1
in the
direction of point
4
to the next line.
6
From this point, the tool moves to the stopping point on this pass.
The TNC calculates the end point from point
2
and a movement in
the direction of point
3
.
7
Multipass milling is repeated until the programmed surface has
been completed.
8
At the end of the cycle, the tool is positioned above the highest
programmed point in the spindle axis, offset by the tool diameter.
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4