Please note while programming, Cycle parameters – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 353
HEIDENHAIN iTNC 530
353
15.4 D
A
TUM FR
OM INSIDE OF RECT
ANGLE (Cy
c
le 41
0, DIN/ISO: G41
0
)
Please note while programming:
Cycle parameters
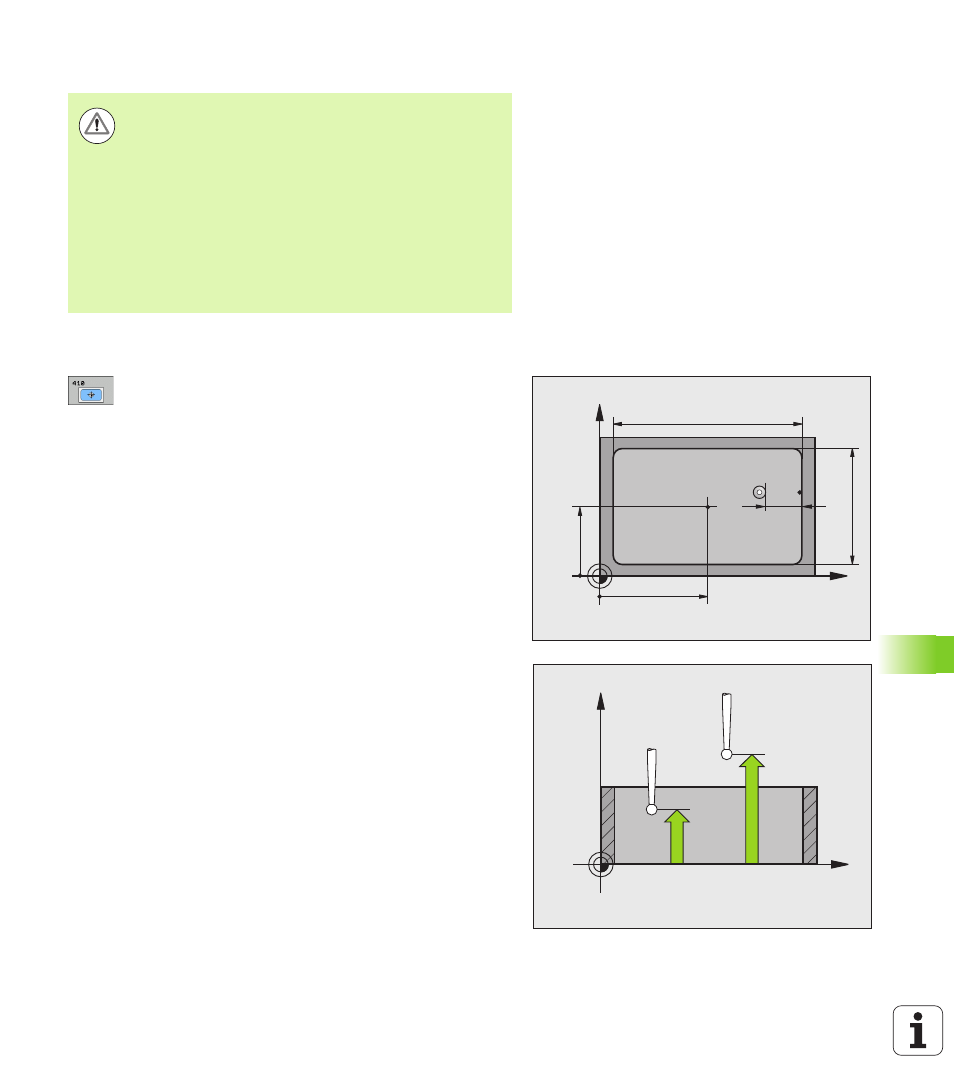
U
Center in 1st axis
Q321 (absolute): Center of the
pocket in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
U
Center in 2nd axis
Q322 (absolute): Center of the
pocket in the minor axis of the working plane. Input
range -99999.9999 to 99999.9999
U
First side length
Q323 (incremental): Pocket length,
parallel to the reference axis of the working plane.
Input range 0 to 99999.9999
U
2nd side length
Q324 (incremental): Pocket length,
parallel to the minor axis of the working plane. Input
range 0 to 99999.9999
U
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made. Input range -
99999.9999 to 99999.9999
U
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140. Input range 0 to 99999.9999,
alternatively PREDEF
U
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between touch
probe and workpiece (fixtures) can occur. Input range
-99999.9999 to 99999.9999, alternatively PREDEF
Danger of collision!
To prevent a collision between touch probe and
workpiece, enter low estimates for the lengths of the 1st
and 2nd sides.
If the dimensions of the pocket and the safety clearance
do not permit pre-positioning in the proximity of the touch
points, the TNC always starts probing from the center of
the pocket. In this case the touch probe does not return to
the clearance height between the four measuring points.
Before a cycle definition you must have programmed a
tool call to define the touch probe axis.
X
Y
Q322
Q321
Q324
Q323
MP6140
+
Q320
X
Z
Q261
Q260