HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 339
HEIDENHAIN iTNC 530
339
14.7 Compensating W
o
rk
piece Misalignm
e
n
t b
y
Rota
ting the C Ax
is (Cy
c
le
405, DIN/ISO: G405)
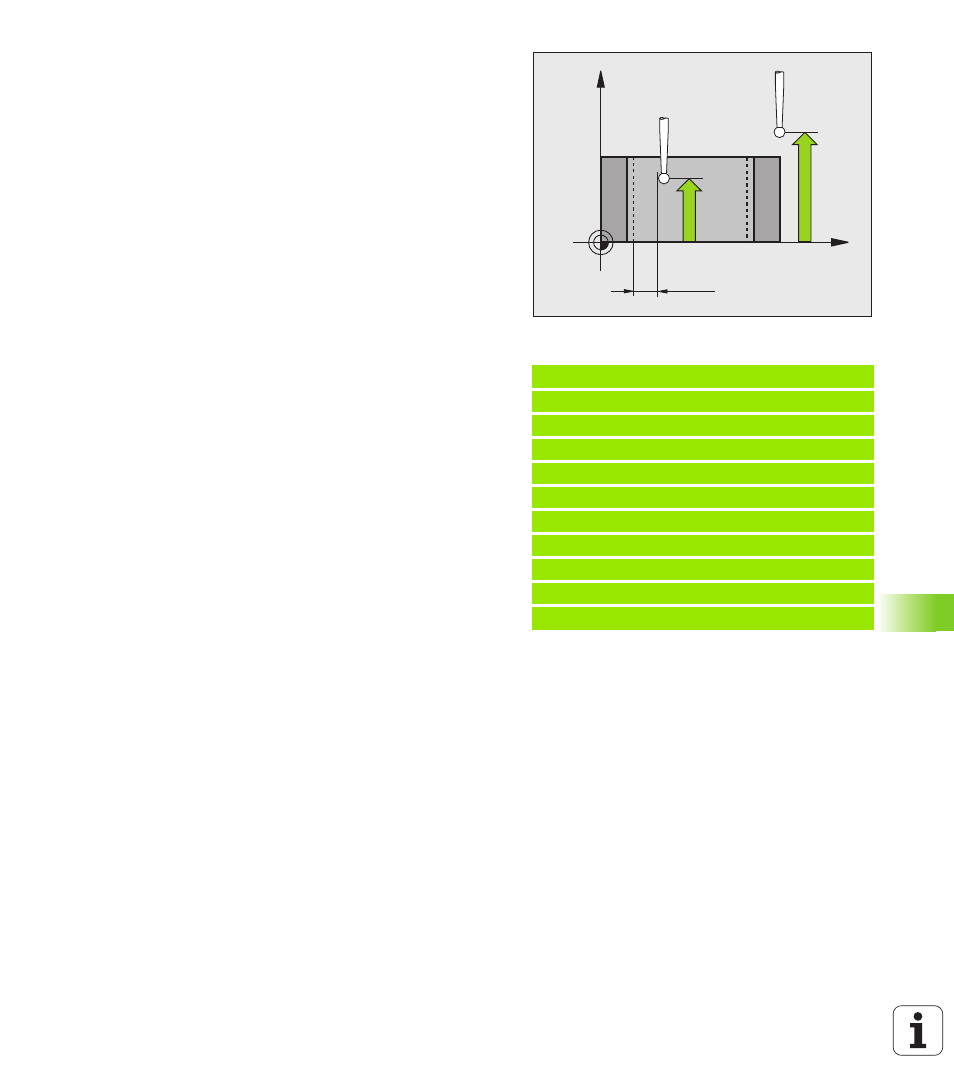
U
Measuring height in the touch probe axis
Q261 (absolute): Coordinate of the ball tip
center (= touch point) in the touch probe axis in
which the measurement is to be made. Input
range -99999.9999 to 99999.9999
U
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140. Input range 0 to 99999.9999,
alternatively PREDEF
U
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between touch
probe and workpiece (fixtures) can occur. Input range
-99999.9999 to 99999.9999, alternatively PREDEF
U
Traversing to clearance height
Q301: Definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
Alternatively PREDEF
U
Set to zero after alignment
Q337: Definition of
whether the TNC should set the display of the C axis
to zero, or write the angular offset in column C of the
datum table:
0: Set display of C to 0
>0: Write the angular misalignment, including
algebraic sign, in the datum table. Line number =
value of Q337. If a C-axis shift is registered in the
datum table, the TNC adds the measured angular
misalignment.
Example: NC blocks
5 TCH PROBE 405 ROT IN C AXIS
Q321=+50
;CENTER IN 1ST AXIS
Q322=+50
;CENTER IN 2ND AXIS
Q262=10
;NOMINAL DIAMETER
Q325=+0
;STARTING ANGLE
Q247=90
;STEPPING ANGLE
Q261=-5
;MEASURING HEIGHT
Q320=0
;SETUP CLEARANCE
Q260=+20
;CLEARANCE HEIGHT
Q301=0
;MOVE TO CLEARANCE
Q337=0
;SET TO ZERO
X
Z
Q261
Q260
MP6140
+
Q320