HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming User Manual
Page 407
HEIDENHAIN iTNC 530
407
16.4 MEA
S
URE ANGLE (Cy
c
le 420, DIN/ISO: G420)
U
Traverse direction 1
Q267: Direction in which the
probe is to approach the workpiece:
-1: Negative traverse direction
+1: Positive traverse direction
U
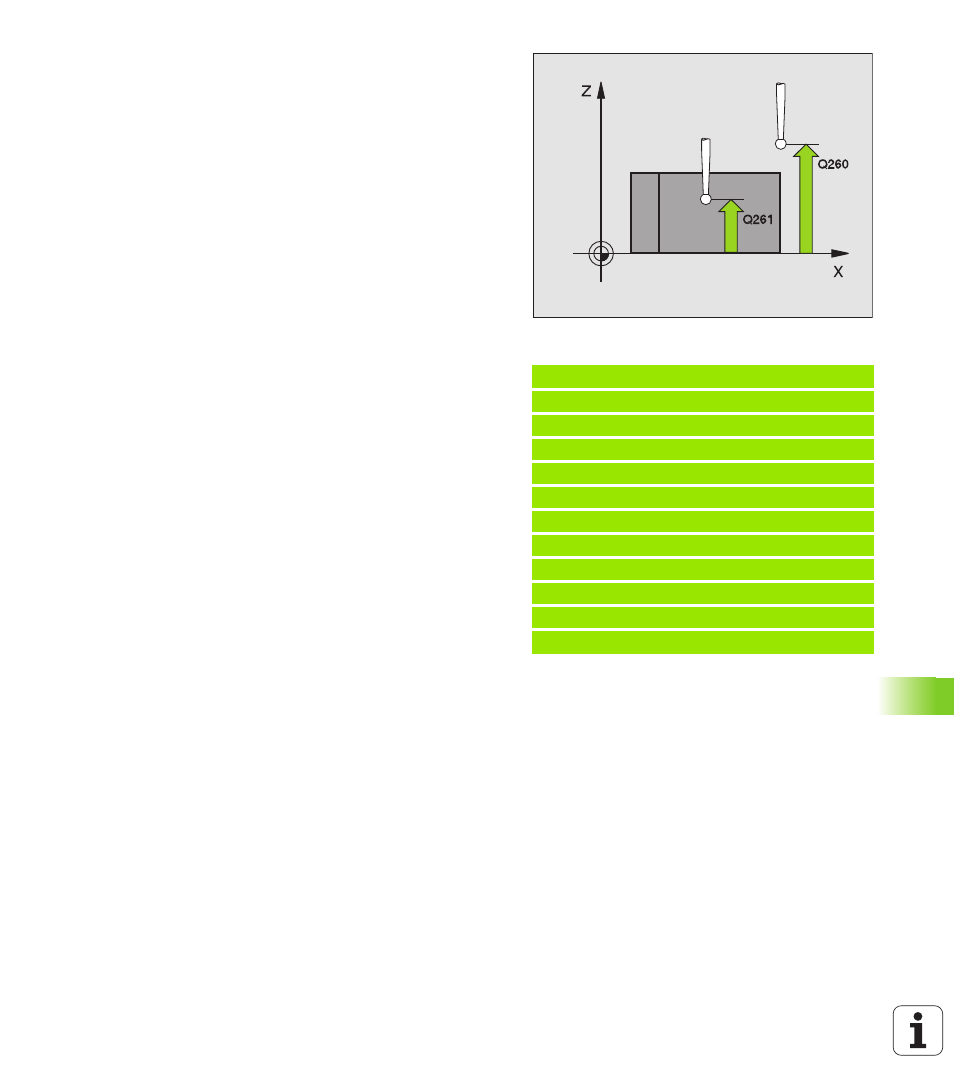
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made. Input range -
99999.9999 to 99999.9999
U
Setup clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140. Input range 0 to 99999.9999,
alternatively PREDEF
U
Clearance height
Q260 (absolute): Coordinate in the
touch probe axis at which no collision between touch
probe and workpiece (fixtures) can occur. Input range
-99999.9999 to 99999.9999, alternatively PREDEF
U
Traversing to clearance height
Q301: Definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring
points
Alternatively PREDEF
U
Measuring log
Q281: Definition of whether the TNC is
to create a measuring log:
0: No measuring log
1: Generate measuring log: with the standard setting
the TNC saves the log file TCHPR420.TXT in the
directory in which your measuring program is also
stored.
2: Interrupt the program run and display the
measuring log on the screen. Resume program run
with NC Start.
Example: NC blocks
5 TCH PROBE 420 MEASURE ANGLE
Q263=+10
;1ST POINT 1ST AXIS
Q264=+10
;1ST POINT 2ND AXIS
Q265=+15
;2ND POINT 1ST AXIS
Q266=+95
;2ND POINT 2ND AXIS
Q272=1
;MEASURING AXIS
Q267=-1
;TRAVERSE DIRECTION
Q261=-5
;MEASURING HEIGHT
Q320=0
;SETUP CLEARANCE
Q260=+10
;CLEARANCE HEIGHT
Q301=1
;MOVE TO CLEARANCE
Q281=1
;MEASURING LOG