Traversing the reference marks, 2 s w itc h -on / s w itc h -of f – HEIDENHAIN SW 688945-03 User Manual
Page 74
74
Machine mode of operation
3.2 S
w
itc
h
-on / S
w
itc
h
-of
f
Traversing the reference marks
Whether a reference run is necessary depends on the encoders used:
EnDat encoder: Reference run is not necessary.
Distance-coded encoders: The position of the axes is ascertained
after a short reference run.
Standard encoder: The axes move to known, machine-based points.
As soon as a reference mark is traversed, a signal is transmitted to
the control. The control knows the distance between the reference
mark and the machine zero point and can now establish the precise
position of the axis.
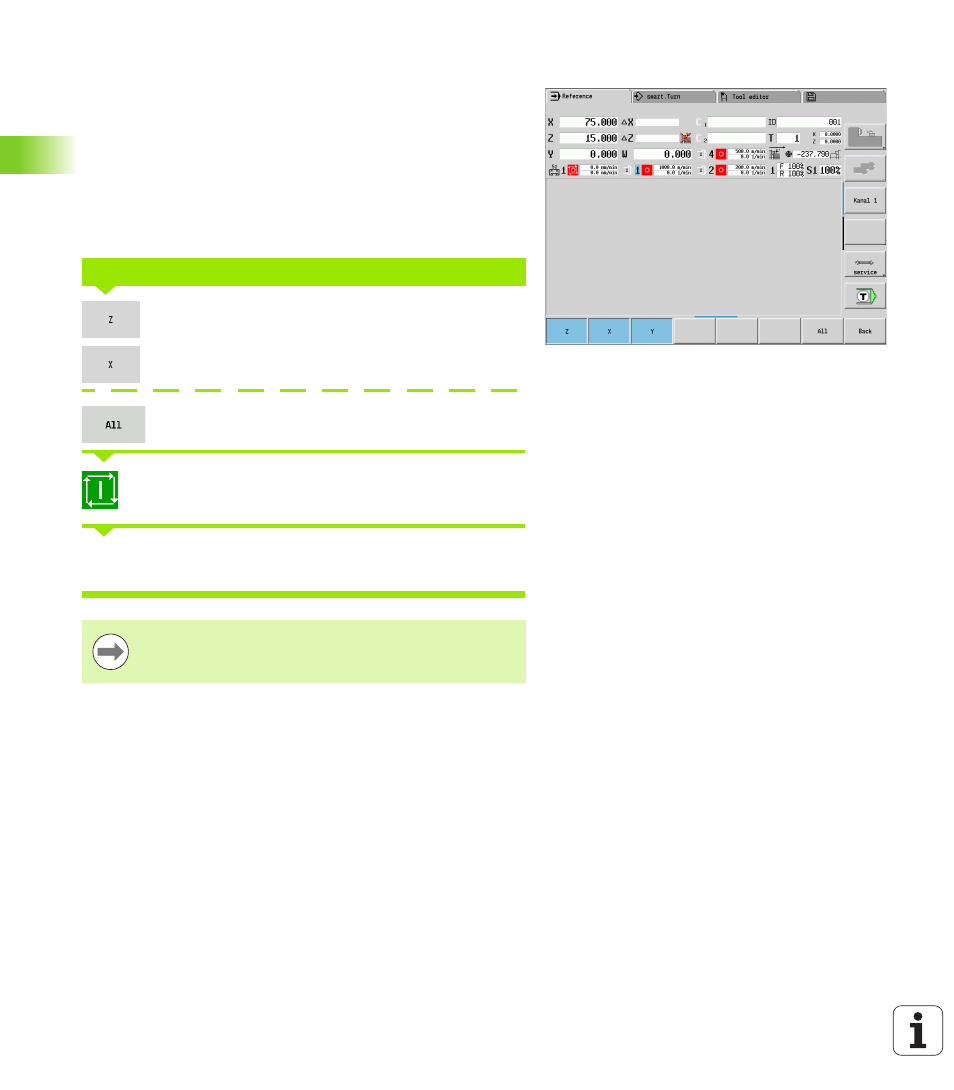
Press the Z reference soft key
Press the X reference soft key
Or press all soft keys
Press Cycle start for the control to traverse the
reference marks
The CNC PILOT activates the position display and switches to the
main menu.
REFERENCE RUN
In case you traverse the reference marks separately for
the X and Z axes, you only traverse in either the X or the Z
axis.