Deep-hole drilling, axial, 7 dr illing cy cles – HEIDENHAIN SW 688945-03 User Manual
Page 287
HEIDENHAIN CNC PILOT 620/640
287
4.7 Dr
illing cy
cles
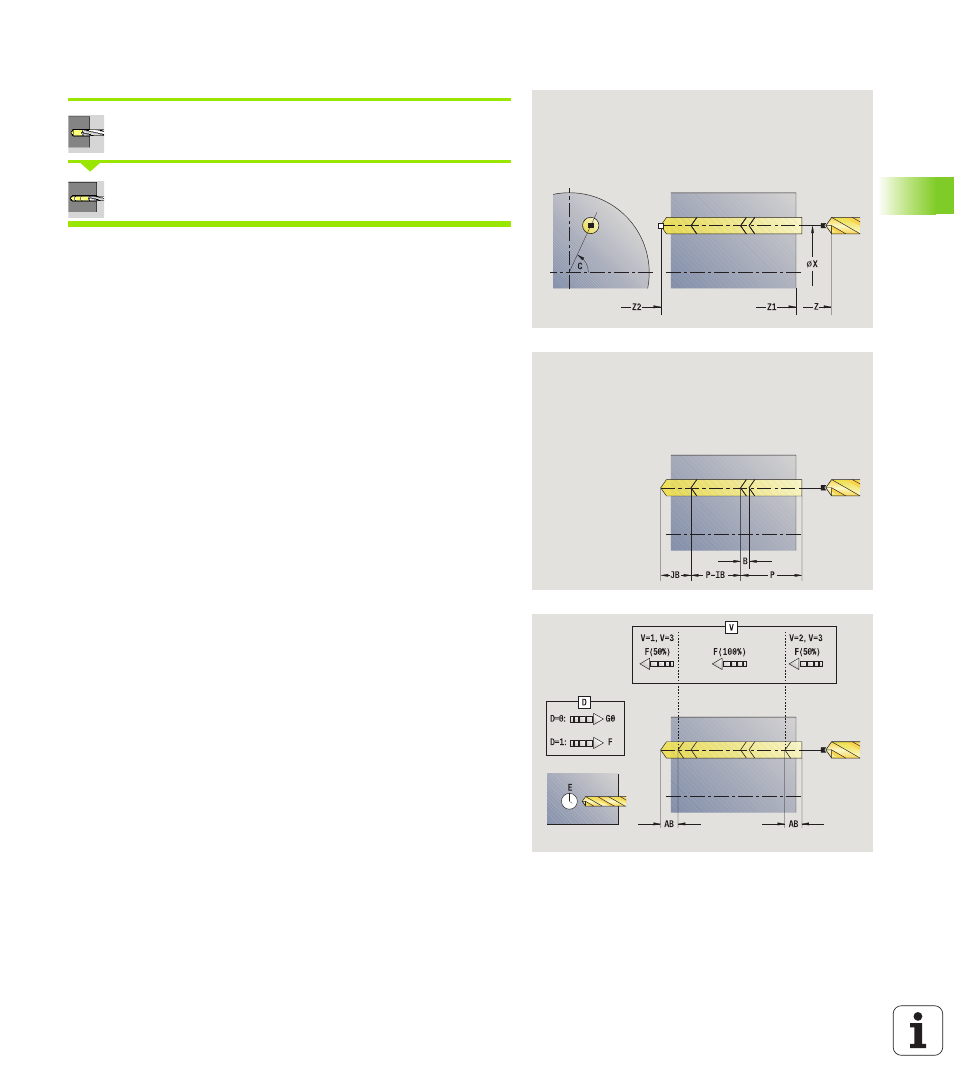
Deep-hole drilling, axial
Select drilling
Select deep-hole drilling, axial
The cycle produces a bore hole on the face in several passes. After
each pass, the drill retracts and, after a dwell time, advances again to
the first pecking depth, minus the safety clearance. You define the
first pass with 1st hole depth P. The drilling depth is reduced with
each subsequent pass by the reducing value, however, without
falling below the minimum drilling depth.
Cycle parameters
X, Z
Starting point
C
Spindle angle (C-axis position)
Z1
Starting point of hole (default: drilling starts from Z)
Z2
End point drill (end point of hole)
P
1st hole depth (default: hole will be drilled in one pass)
IB
Hole depth reduction value (default: 0)
JB
Minimum hole depth (default: 1/10 of P)
B
Retraction length (default: retract to starting point of hole)
E
Dwell time for chip breaking at end of hole
(default: 0)
D
Retraction—retraction speed and infeed within the hole
(default: 0)
0: Rapid traverse
1: Feed rate
AB
Drilling lengths (default: 0)
V
Through drilling variants (default: 0)
0: No feed rate reduction
1: Feed rate reduction at the end of the hole
2: Feed rate reduction at the beginning of the hole
3: Feed rate reduction at the beginning and end of the
hole
G14
Tool change point (see page 124)
T
Turret pocket number
ID Tool
ID
number
S
Spindle speed/cutting speed
F
Feed per revolution
SCK
Safety clearance (see page 124)
G60
Deactivate the protective zone for the drilling operation
0: Active
1: Inactive