Cut, transverse, 4 t u rn ing cy cles – HEIDENHAIN SW 688945-03 User Manual
Page 147
HEIDENHAIN CNC PILOT 620/640
147
4.4 T
u
rn
ing cy
cles
Cut, transverse
Select cut, longitudinal/transverse
Select cut transverse
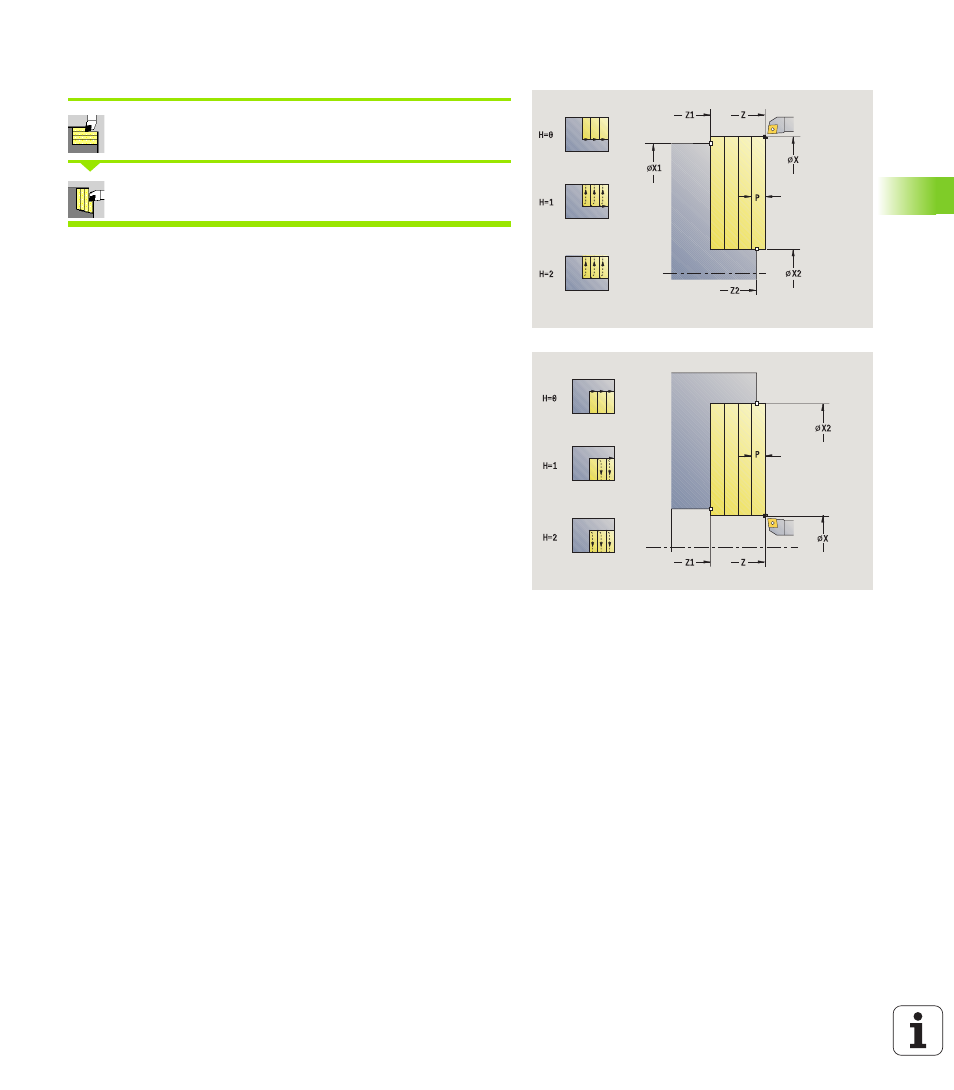
The cycle roughs the rectangle described by the starting point and
contour starting point Z1
/contour end point X2.
Cycle parameters
X, Z
Starting point
Z1
Contour starting point
X2
Contour end point
P
Infeed depth: Maximum infeed depth
H
Contour smoothing
0: With every cut
1: With the last cut
2: No finishing cut
G47
Safety clearance (see page 124)
G14
Tool change point (see page 124)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining