Undercutting type k, 5 recessing cy cles – HEIDENHAIN SW 688945-03 User Manual
Page 246
246
Teach-in mode
4.5 Recessing cy
cles
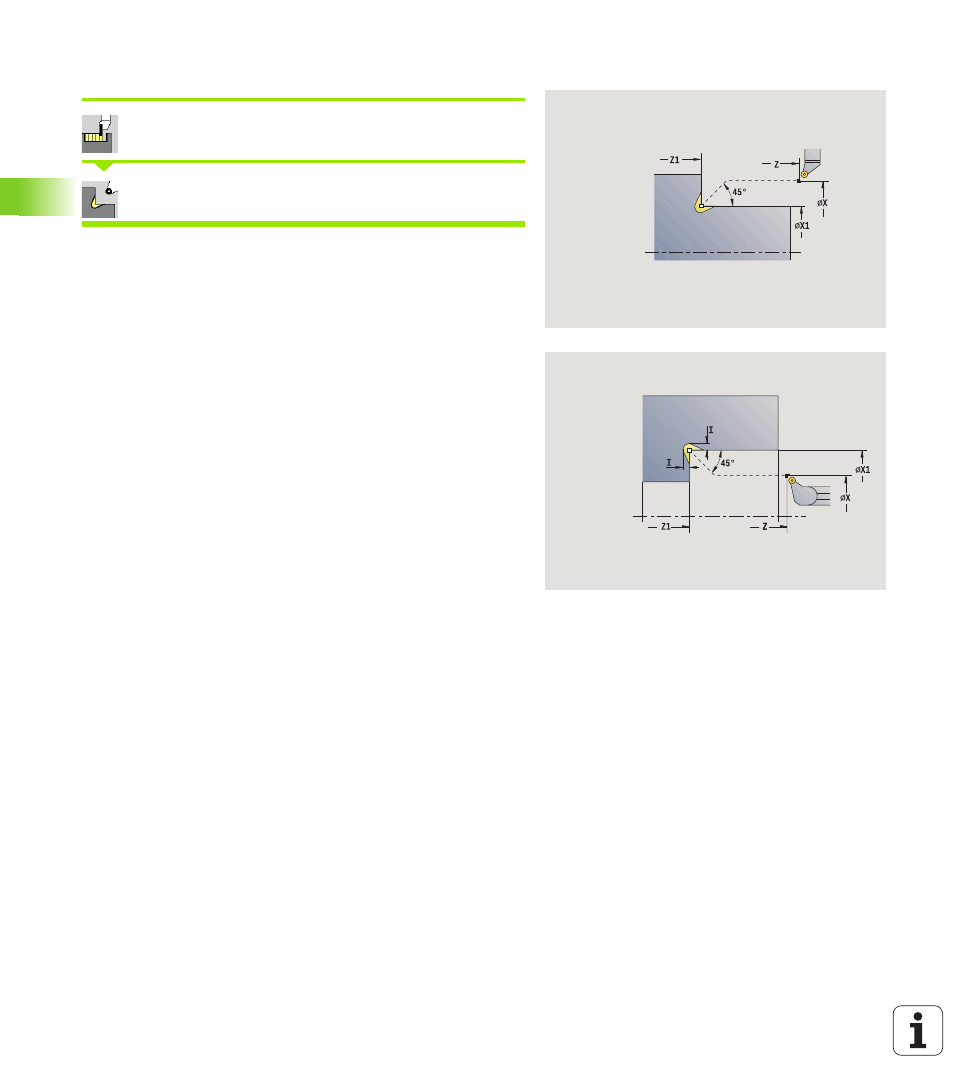
Undercutting type K
Call the recessing cycles
Select undercut K
This cycle performs only one cut at an angle of 45°. The resulting
contour geometry therefore depends on the tool that is used.
Type of machining for technology database access: Finishing
Cycle run
1
Pre-position at an angle of 45° to safety clearance above the
contour corner point X1, Z1
at rapid traverse
2
Plunge by undercut depth I
3
Return the tool to the starting point on same path
4
Move to the tool change point according to the G14 setting
Cycle parameters
X, Z
Starting point
X1, Z1
Corner point of contour
I
Undercut depth
G47
Safety clearance (see page 124)
G14
Tool change point (see page 124)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining