Roughing, longitudinal—expanded, 4 t u rn ing cy cles – HEIDENHAIN SW 688945-03 User Manual
Page 149
HEIDENHAIN CNC PILOT 620/640
149
4.4 T
u
rn
ing cy
cles
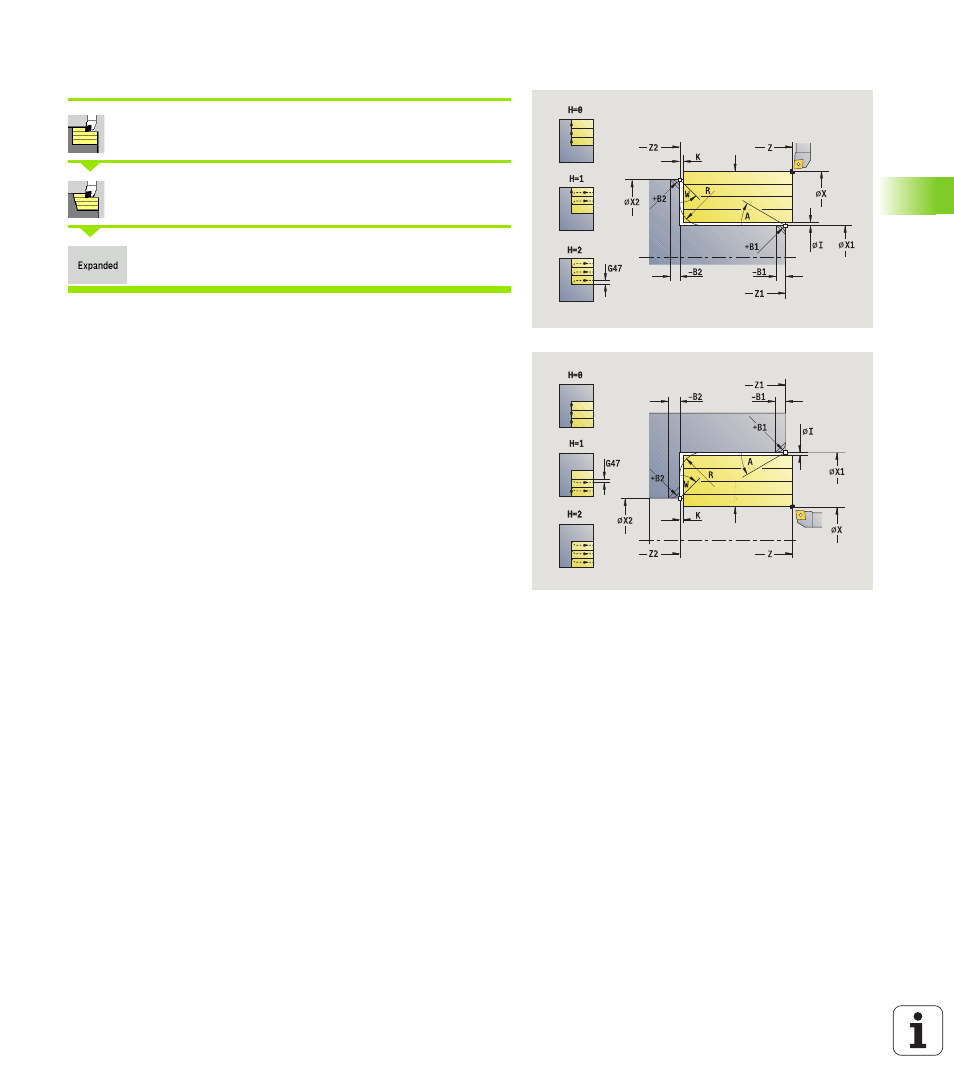
Roughing, longitudinal—expanded
Select cut, longitudinal/transverse
Select cut longitudinal
Press the Expanded soft key
Taking the oversizes into account, the cycle roughs the area described
by the starting point and contour starting point X1/contour end
point Z2
.
Cycle parameters
X, Z
Starting point
X1, Z1
Contour starting point
X2, Z2
Contour end point
P
Infeed depth: Maximum infeed depth
A
Starting angle (range: 0° <= A < 90°)
W
End angle (range: 0° <= W < 90°)
R
Rounding arc
I, K
Oversize X, Z
H
Contour smoothing
0: With every cut
1: With the last cut
2: No finishing cut
G47
Safety clearance (see page 124)
G14
Tool change point (see page 124)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
B1, B2
Chamfer/rounding arc (B1 contour start; B2 contour end)
B>0: Rounding radius
B<0: Chamfer width
BP
Break duration: Time span for interruption of the feed. The
chip is broken by the (intermittent) interruption of the feed.
BF
Feed duration: Time interval until the next break. The chip
is broken by the (intermittent) interruption of the feed.
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step