Oxygen, Ht4001 without slave, Pac620 torch – standard consumables – Hypertherm HT4001 Plasma Arc Cutting System User Manual
Page 116: Mild steel – oxygen plasma
HT4001
Instruction Manual
5-25
12-96
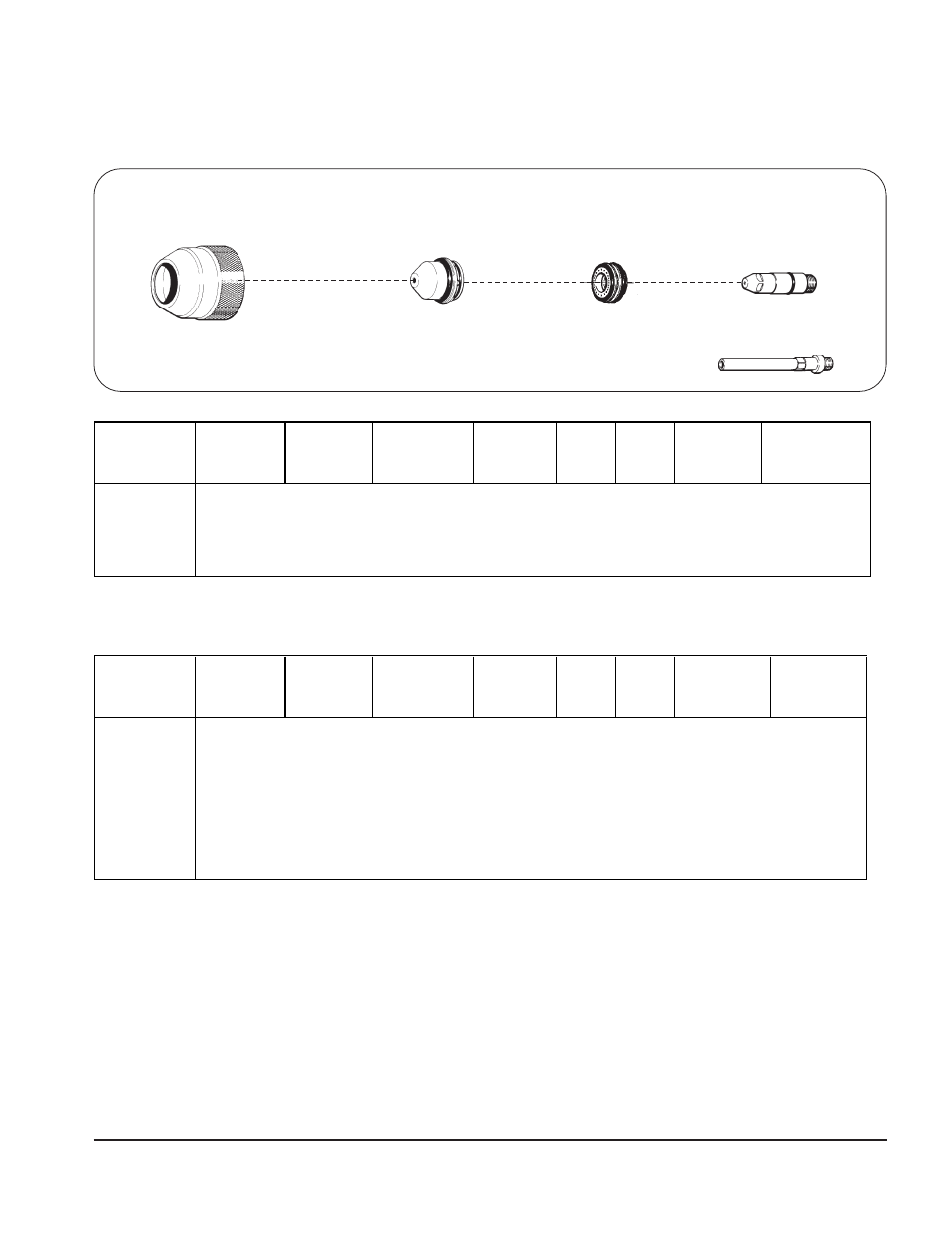
HT4001 without Slave
PAC620 Torch – Standard Consumables
Mild Steel – Oxygen Plasma
Notes:
Minimum O
2
inlet pressure remains at one setting of 120 psi (8.2 bar) for all material thickness.
Minimum N
2
inlet pressure remains at one setting of 150 psi (10.3 bar) for all material thickness.
O
2
flow rate at full scale is 127 scfh (60 l/min) @ 120 psi (8.2 bar) inlet pressure.
N
2
flow rate at full scale is 374 scfh (176 l/min) @ 150 psi (10.3 bar) inlet pressure.
Water chiller pump outlet pressure remains between 175-185 psi (12-12.8 bar) for all material thickness.
Set initial torch height (before piercing) to approximately twice the Torch Standoff distance for the material you
are cutting.
Retaining Cap
120390 (Vect)
120391 (Vesp)
Nozzle
120384 (cw)
120385 (ccw)
Swirl Ring
020623 (cw)
120015 (ccw)
Electrode
260 A
020975
Water Tube – O
2
Bevel
020992
120470 – CE (Vect)
120471 – CE (Vesp)
E
N
G
L
I
S
H
M
E
T
R
I
C
Test Cut Flow
Rate
(N
2
)
&
(O
2
)
(O
2
)
(in)
(mm)
(%)
(%)
(%)
(%)
(in)
(mm)
(ipm)
(mm/min)
1/4
6.35
16
11
85-90
73
120
260
1/8
3
165
4190
1/2
12.7
16
11
85-90
73
125
260
1/8
3
100
2540
3/4
19.1
16
11
85-90
73
135
260
3/16
5
65
1650
1
25.4
16
11
85-90
73
140
260
1/4
6
45
1140
260A
Arc Volts
(V)
Arc
Current
(A)
Torch
Standoff
Travel Speed
Electrode
Material
Thickness
Test Preflow
Rate
Water Flow
Setting
Test Cut Flow
Rate
(N
2
)
&
(O
2
)
(O
2
)
(mm)
(%)
(%)
(%)
(%)
(mm)
(mm/min)
6
16
11
85-90
73
122
260
3
4200
8
16
11
85-90
73
124
260
3-4
3600
10
16
11
85-90
73
127
260
4
3000
12
16
11
85-90
73
130
260
4-5
2500
15
16
11
85-90
73
132
260
5
2100
20
16
11
85-90
73
136
260
5-6
1500
25
16
11
85-90
73
141
260
5
1100
260A
Arc Volts
(V)
Arc
Current
(A)
Torch Standoff
Travel Speed
Electrode
Material
Thickness
Test Preflow
Rate
Water Flow
Setting