Oxygen, Ht4001 without slave, Pac620 torch – standard consumables – Hypertherm HT4001 Plasma Arc Cutting System User Manual
Page 112: Mild steel – oxygen plasma
HT4001
Instruction Manual
5-21
1-99
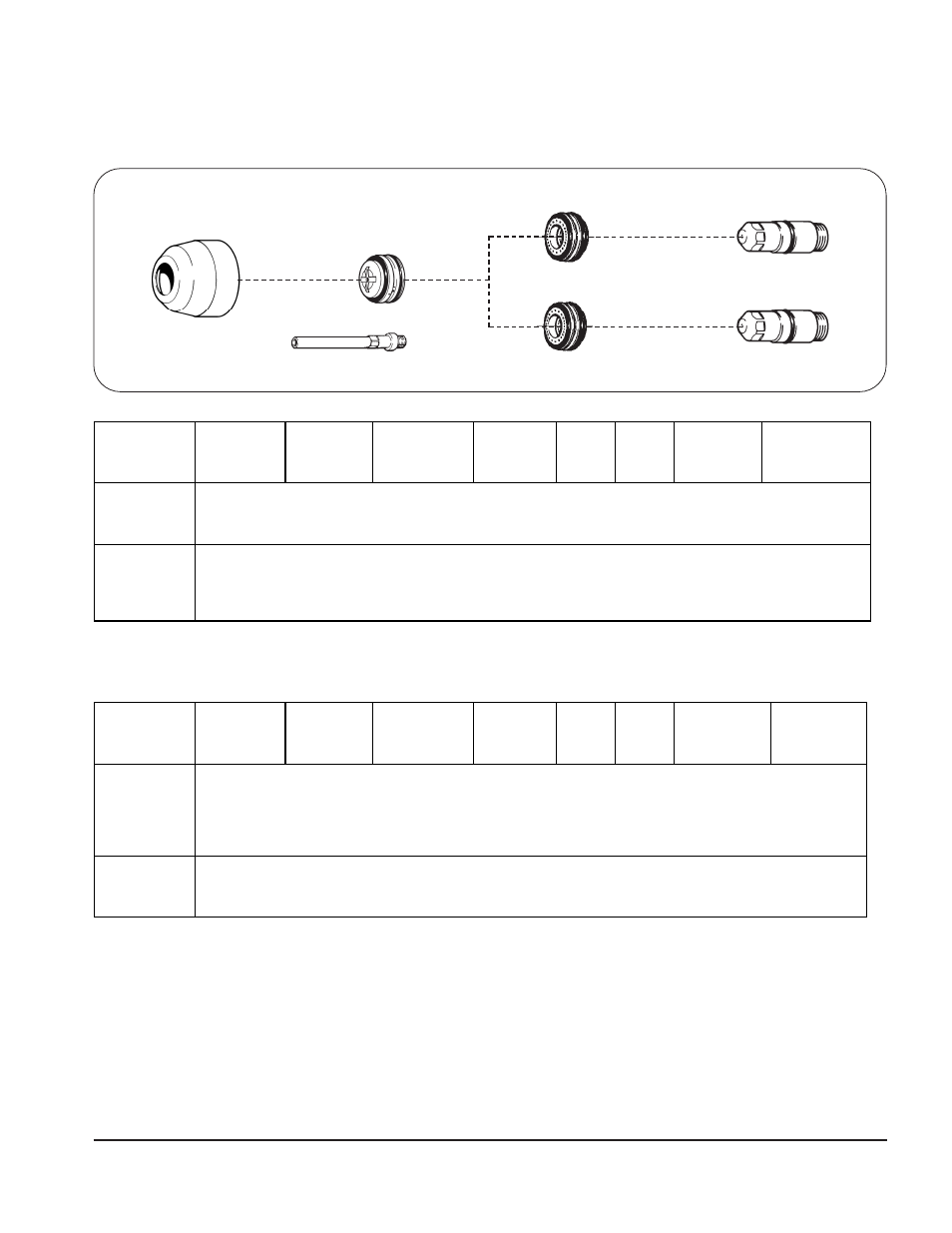
HT4001 without Slave
PAC620 Torch – Standard Consumables
Mild Steel – Oxygen Plasma
Notes:
Minimum O
2
inlet pressures remain at one setting of 120 psi (8.2 bar) for all material thickness.
Minimum N
2
inlet pressures remain at one setting of 150 psi (10.3 bar) for all material thickness.
O
2
flow rate at full scale is 127 scfh (60 l/min) @ 120 psi (8.2 bar) inlet pressure.
N
2
flow rate at full scale is 374 scfh (176 l/min) @ 150 psi (10.3 bar) inlet pressure.
Water chiller pump outlet pressure remains between 175-185 psi (12-12.8 bar) for all material thickness.
Set initial torch height (before piercing) to approximately twice the Torch Standoff distance for the material you
are cutting.
E
N
G
L
I
S
H
M
E
T
R
I
C
Retaining Cap
020579 (Vect)
020246 (Vesp)
120466 – CE (Vect)
120467 – CE (Vesp)
Nozzle
020086 (cw)
020392 (ccw)
Swirl Ring
020623 (cw)
120015 (ccw)
Electrode
020663
260 A
120630
340 A
120135 (cw)
120263 (ccw)
Water Tube – Standard
020990
Test Cut Flow
Rate
(N
2
)
&
(O
2
)
(O
2
)
(in)
(mm)
(%)
(%)
(%)
(%)
(in)
(mm)
(ipm)
(mm/min)
1/4
6.35
16
11
80
60
120
260
1/8
3
170
4320
1/2
12.7
16
11
80
60
130
260
3/16
5
100
2540
3/4
19.1
16
11
80
60
135
260
3/16
5
70
1780
1
25.4
16
11
80
60
140
260
3/16
5
50
1270
1/2
12.7
16
11
80
60
130
340
1/8
3
110
2800
3/4
19.1
16
11
80
60
140
340
3/16
5
85
2160
7/8
22.2
16
11
80
60
145
340
3/16
5
75
1900
1
25.4
16
11
80
60
145
340
3/16
5
65
1650
1-1/4
31.8
16
11
80
60
145
340
3/16
5
45
1140
Travel Speed
260A
340A
Arc Volts
(V)
Arc
Current
(A)
Torch
Standoff
Test Preflow
Rate
Water Flow
Setting
Material
Thickness
Electrode
Test Cut Flow
Rate
(N
2
)
&
(O
2
)
(O
2
)
(mm)
(%)
(%)
(%)
(%)
(mm)
(mm/min)
8
16
11
80
60
125
260
3-4
3850
10
16
11
80
60
130
260
4
3300
12
16
11
80
60
130
260
4-5
2730
15
16
11
80
60
135
260
5
2260
20
16
11
80
60
135
260
5
1700
25
16
11
80
60
140
260
5
1300
15
16
11
80
60
135
340
5
2570
20
16
11
80
60
140
340
5
2080
25
16
11
80
60
145
340
5
1680
30
16
11
80
60
145
340
5
1280
Torch Standoff
Travel Speed
260A
340A
Arc Volts
(V)
Arc
Current
(A)
Electrode
Test Preflow
Rate
Water Flow
Setting
Material
Thickness