LINK Systems System 1100 Tonnage Monitor User Manual
Page 65
INSTALLATION
___________________________________________________________________
5-6
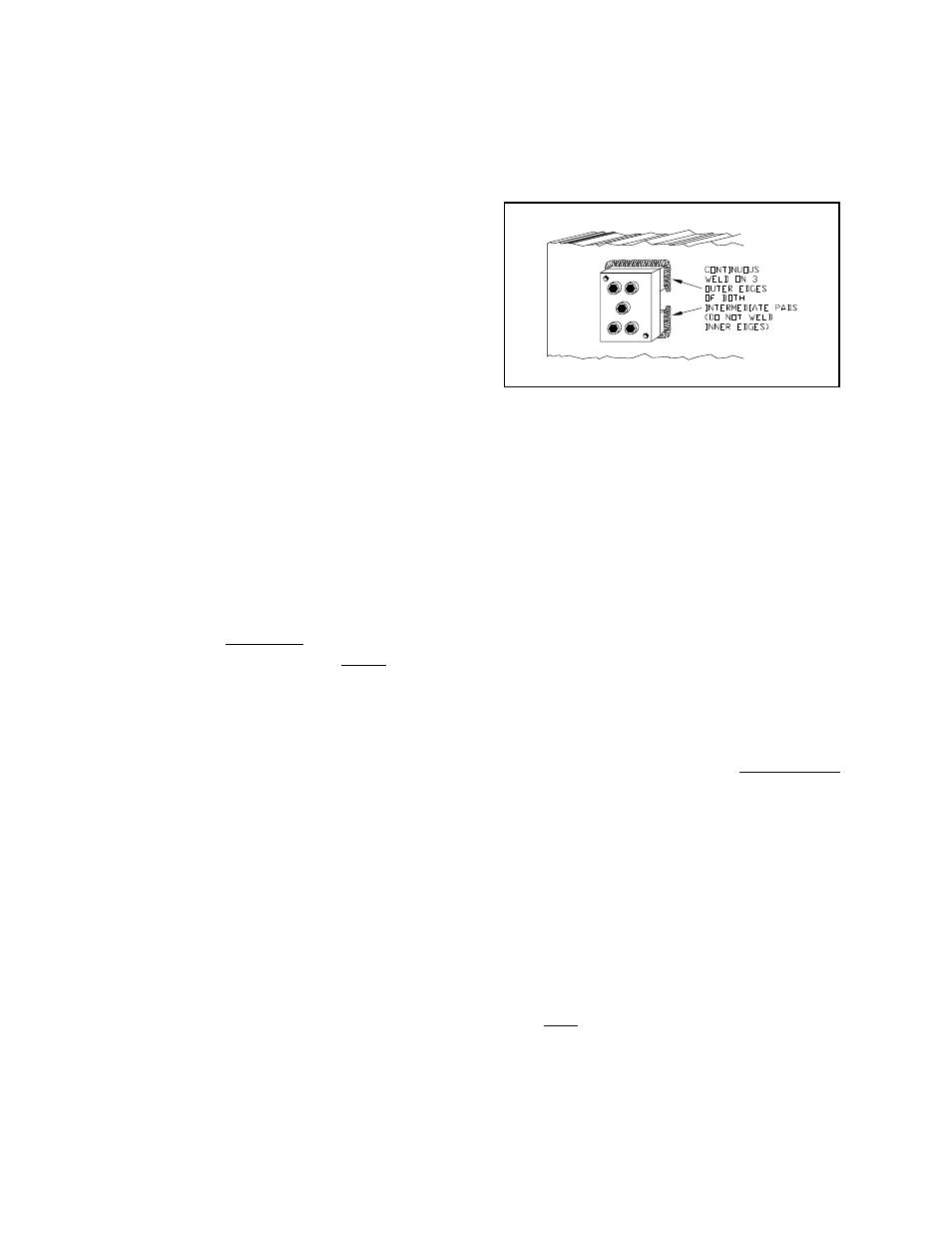
Figure 22. LST-1000 Weld
Pads.
4)
Assemble the intermediate pads to the alignment/clamping
fixture using the 1/4 x 28 bolts provided, as shown in Figure
20.
5)
Hold the alignment/clamping
fixture firmly on the
mounting area in the
direction of tension or
compression of the structural
member or, alternatively,
drill a 5/8 inch deep hole
through the center hole of
t h e a l i g n m e n t / c l a m p i n g
fixture, tap for 1/4 x 28
threads, and bolt the
alignment/clamping fixture to the mounting area through the
center hole. Tack weld both sides of each intermediate pad to
the mounting surface first, then continuously weld the out
ends and sides of the intermediate pads to the mounting
surface as shown in Figure 21.
6)
Remove the alignment/clamping fixture and bolt the LST-1000
strain link to the pre-tapped holes in the intermediate pads.
Make certain that the washers provided with the strain link
kit are placed over the strain links. Torque the 1/4 x 28
bolts to 150 in-lbs. A calibrated torque wrench is the
preferred tool to torque the bolts.
7)
Mount the protective cover box provided in the strain link
kit, if used, centrally over the strain link. It is important
to mount the cover box before calibration begins. The cover
box mounting holes may slightly change the strain sensed by
the strain links.
5.2.3 Intermediate Adhesive Pad Mounting
1)
Repeat steps 1-4 of the procedure for Intermediate Weld Pad
Mounting.
2)
Thoroughly clean the mounting surface and intermediate pads
with a solvent such a perchloroethylene or triclorethylene,
etc.. It is important to remove all grease or oil from the
surfaces to be bonded.
3)
Mix the epoxy cement provided with the intermediate adhesive