Cub Cadet Yanmar 3TNV72 User Manual
Page 152
ENGINE
TNV IDI Service Manual
6-53
Cylinder Block
Inspection of Camshaft Bushing and Bores
1. Measure the I.D. of the front bushing and the
remaining bores in the cylinder block. Record
the measurements. See Camshaft on page 6-7
for specifications.
If the camshaft bushing is not within specification,
replace using the appropriate service tool. If the
remaining bores are not within specification, the
cylinder block will require replacement as there are
no bearing inserts used.
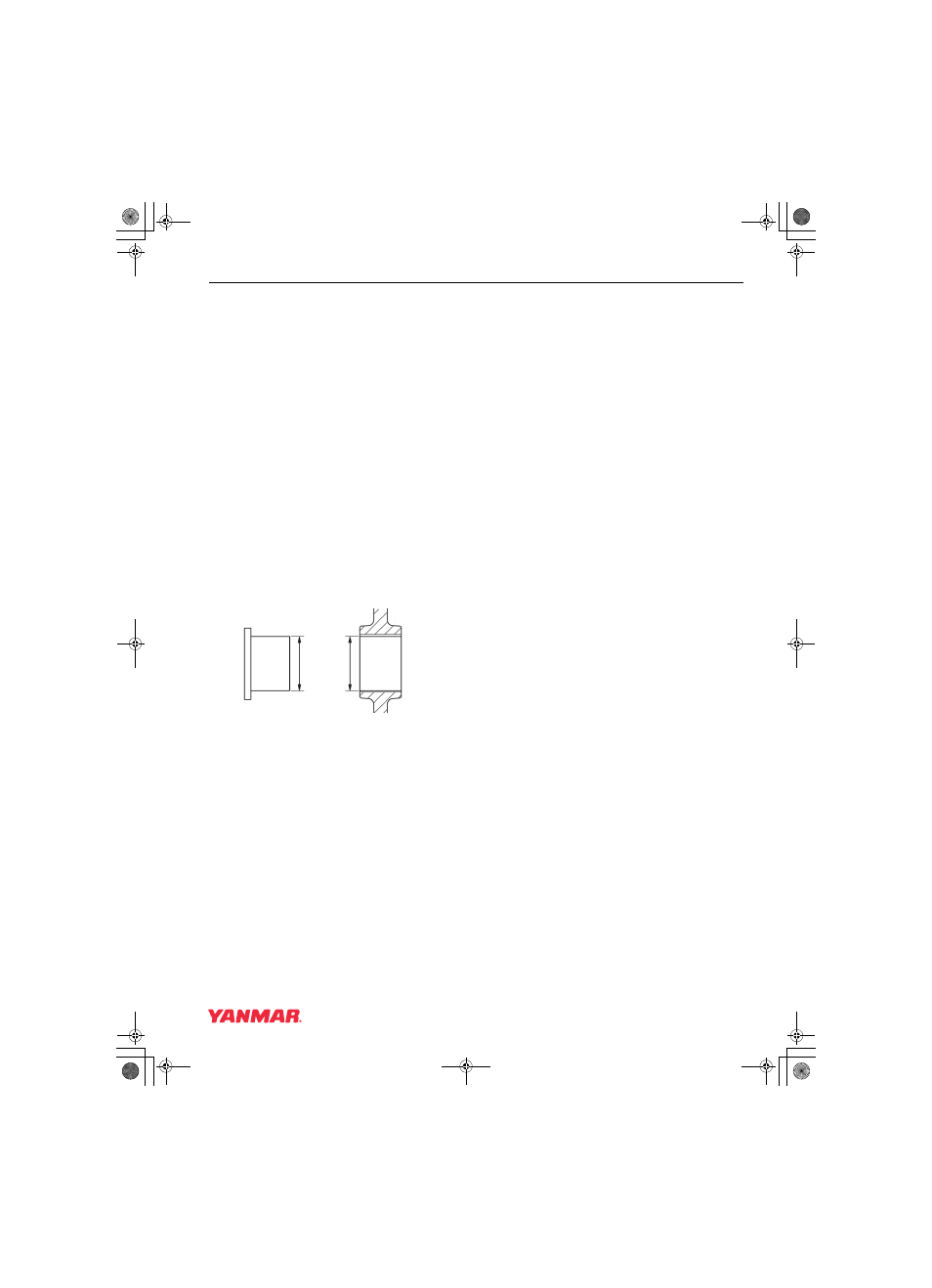
Inspection of Idler Gear and Shaft
1. Measure the outside diameter
(Figure 6-80, (1)) of the idler gear shaft
(Figure 6-80, (2)). Record the measurements.
See Idler Gear Shaft and Bushing on page 6-8
for specifications.
2. Measure the inside diameter (Figure 6-80, (3))
of the idler gear bushing (Figure 6-80, (4)).
Record the measurements. See Idler Gear
Shaft and Bushing on page 6-8 for
specifications.
Figure 6-80
Honing and Boring
Pistons must move freely in the cylinders while
maintaining adequate compression and oil sealing.
If the cylinder walls are scuffed, scored,
out-of-round, or tapered beyond specifications,
rebore and hone to restore cylinders to usable
condition. Slight imperfections can be corrected by
honing alone.
1. Boring - Significant cylinder damage may be
corrected by boring the cylinder to an oversize
dimension. Refer to the appropriate parts
catalog for available oversize pistons and piston
rings.
• Boring a cylinder should always be done in a
properly equipped machine shop.
• A bored cylinder should always be finished with
a hone to properly prepare the cylinder surface
so the new piston rings will seat properly.
• After the cylinder has been bored and honed,
install the appropriate oversize pistons and
piston rings.
2. Honing - Minor cylinder imperfections may be
corrected by using a rigid cylinder hone
(Figure 6-82, (1)). Be sure not to exceed the
maximum cylinder bore specification.
Deglazing - A used cylinder that did not require
boring or honing, should always be deglazed with
a ball hone (Figure 6-82, (2)) before installing
new piston rings. This will properly prepare the
cylinder surface to allow new piston rings to seat
properly.
Note: When honing a cylinder, with either a
ridged hone or a ball hone
(Figure 6-81, (1)), move the rotating
hone up and down in the cylinder bore to
accomplish a 30° to 40° crosshatch
pattern (Figure 6-81). This will provide
the ideal surface for the proper seating of
new piston rings.
(1)
(3)
(4)
(2)
TNV_IDI_ServiceManual_(3TNV72 for YN only).book 53 ページ 2007年11月29日 木曜日 午後2時58分