Backward scheduling – Rockwell Automation FactoryTalk Scheduler Users Guide User Manual
Page 98
F
ACTORY
T
ALK
S
CHEDULER
U
SER
’
S
G
UIDE
92
• •
•
•
•
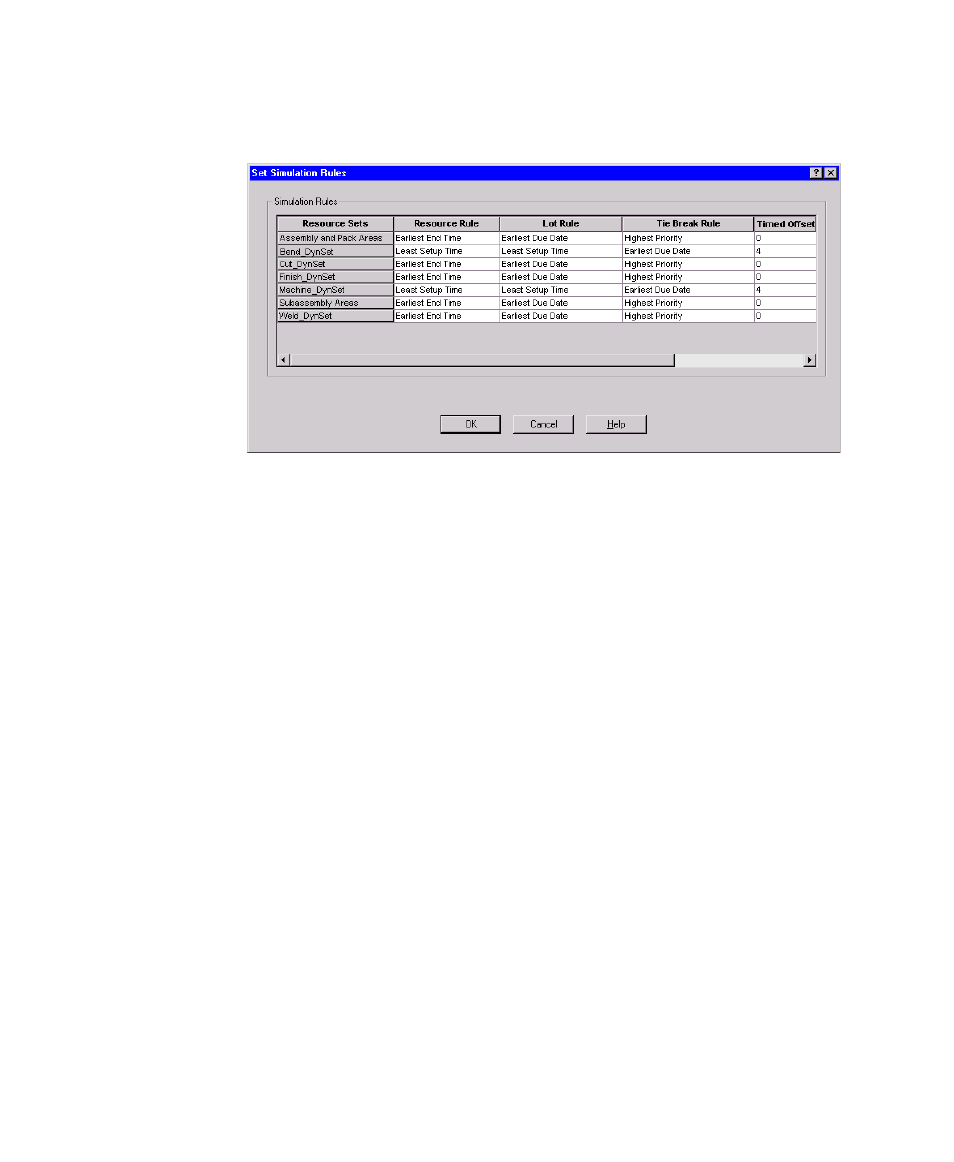
Now if we develop a schedule using simulation, it will use these new rules. This results in
a schedule with 11 late jobs—two more than for the default rules.
If you want to make the selection permanent, you can exit FactoryTalk Scheduler and edit
the FDM Data.
Now let’s retain the same base case and try other forms of scheduling as part of our
analysis.
Backward scheduling
Another form of scheduling that will occasionally provide good results is backward
scheduling. Using this type of methodology, we select an order and first schedule the last
operation to end on its due date, or as close as possible. We then work our way backward
through the order routing scheduling each operation as we proceed. This guarantees that
any order that can be scheduled completely will not be late, and it will tend to minimize
the work-in-progress. The idea is to generate a schedule that completes orders, as close to
on time as possible, without having any late orders. The problem that often develops using
this method is that it is not possible to schedule all orders in this manner because you
would have had to start, and possibly complete, some operations for orders before the
current time.
First, clear the planning board using the Sequence > Unallocate All Orders menu option.
Now select the Sequence > Backward > By Due Date menu option. The baseline
comparison indicates that we have 25 orders completed on time, 12 more than for the base
case, but eight of the orders are incomplete or unscheduled. This implies that these orders
can’t be scheduled with the backward method because there is insufficient time to
complete these orders. However, we can schedule these orders using the forward method.